
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 должен быть косым. Диаметр отверстия несжатого кольца на 0,07- 0,1 мм больше окончательного размера развертки. В процессе доводки развертка вращается в центрах универсально-заточного, шлифовального или токарного станка с окружной 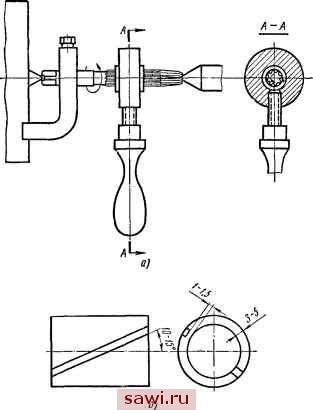 Рис. 103. Доводка ленточки на калибрующей части развертки: а - схема доводки, б - притир скоростью 23-25 м/мин. Направление вращения противоположно направлению резания развертки. Колы о зажимается в стальной обойме и перемещается вдоль оси развертки вручную со скоростью 0,3-0,8 м/мин. Для увеличения стойкости разверток и повышения чистоты обрабатываемого отверстия осуществляется доводка также передних и задних поверхностей на режущей части. Быстрорежущие развертки доводятся мелкозернистыми кругами на бакелитовой связке (КЗ 4-6; СМ1; Б). Приемы и методы доводки такие же, как при заточке. у зенкера и развертки, оснащенных твердым сплавом, затачиваются следующие поверхности: передние поверхности (по пластине); ленточки на калибрующей части (по пластине); затылочные поверхности на калибрующей части (по корпусу и пластине одновременно); задние поверхности на калибрующей части (по пластине); затылочные поверхности на режущей части (по корпусу и пластине одновременно); задние поверхности на режущей части (по пластине). Одновременная заточка по корпусу и пластине ведется кругами из зеленого карбида кремния. Заточка только по пластине выполняется алмазными кругами. При этом стремятся к тому, чтобы алмазный круг не касался стального корпуса. Технологический процесс переточки развертки с напайными твердосплавньши пластинками показан в табл. 38. § 3. КОНТРОЛЬ ЗЕНКЕРОВ И РАЗВЕРТОК ПОСЛЕ ЗАТОЧКИ После заточки зенкер или развертка подвергаются визуальному осмотру для выявления трещин, прижогов, выкрашиваний и других дефектов. Чистота заточенных поверхностей (табл. 39) определяется по эталонам или на приборе МИС-П. Таблица 39 Чистота рабочих поверхностей зенкеров и разверток
Контролю подлежат следующие геометрические параметры: угол в плане ф, длина режущей части, биение режущей части и задний угол на ней. Для контроля используют универсальные измерительные средства и шаблоны (рис. 104 и рис. 105). Зенкеры и развертки диаметром менее 5 мм измеряют на инструментальном микроскопе (рис. 106) так же, как сверла (см. рис. 92). Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||