
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Угол наклона режущей кромки X для торцовых, дисковых двухи трехсторонних фрез принимается равным 5-15°. Для цилиндрических и концевых фрез угол Я, соответствует углу наклона винтового зуба (см. рис. 109. а). Для этих фрез угол Х = 30-45°. Фрезы отрезные или круглые пилы предназначаются для разрезания прутков разного профиля. Они изготовляются монолитными и сборными со вставными зубьями или сегментами. Монолитные пилы имеют диаметр от 63 до 250 мм и толщину от 1 до 5 мм. Для уменьшения трения и облегчения работы пилы изготовляются с углом поднутрения в пределах 15-30°. Подну- 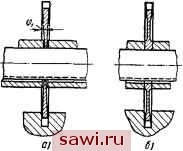 с/ а я tin Buds ВидАВ,  Рис. 111. фрезы цельные отрезные (круглые пилы) трение может распространяться до отверстия (рис. 111, а) или может быть сделано на небольшом участке (рис. 111, б). Для повышения прочности зубьев применяют ступенчатую заточку, которая выполняется в различных вариантах. Например, фаска под углом 45° снимается поочередно у двух следуемых друг за другом зубьев то слева, то справа (рис. 111, е). Пилы диаметром более 250 мм делаются сборными. Наибольшее распространение получили сборные пилы с приклепанными сегментами (рис. 112, а) из быстрорежущей стали. Зуб сегмента имеет криволинейную форму (рис. 112, б). Передний угол выбирается в зависимости от обрабатываемого материала в пределах О-25°. Для пил. выпускаемых инструментальными заводами, передний угол принят равным у = 20°. Задний угол а = 12-16°. Для облегчения работы соседние зубья сегмента имеют различную форму заточки. Для одного зуба затачиваются по бокам симметрично фаски под углом 45° на длине, равной Vg толщины сегмента. Другой зуб делается ниже на величину U = 0,5-0,8 мм. Такая заточка производится после сборки сегментов. Поэтому запасные сегменты поставляются потребителю без заточки. Износ фрез происходит в основном по задней поверхности зубьев. Торцовые, дисковые и отрезные фрезы изнашиваются по 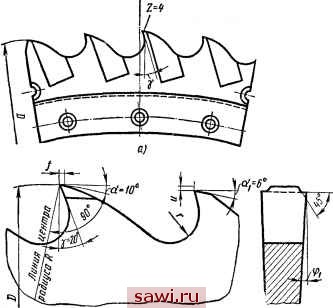 Рис. 112. Сегментные пилы: а - общий вид, б - профиль зуба задним поверхностям главной и переходной режущим кромкам - по уголкам фрез. Износ фрез по передней поверхности незначителен. Фрезы с остроконечными зубьями затачиваются по задним поверхностям главной и вспомогательной режущих кромок, а фрезы с затылованным зубом - по передней поверхности. Фрезы отрезные и прорезные затачиваются по передней и задней поверхностям. Расчет величины стачивания за одну переточку производится по формулам (рис. ПЗ); а) для фрез с остроконечными зубьями 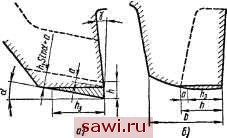 Рис. 113. Износ фрез с остроконечным (а) и затылованным (б) зубом , Л, sin а -f а h - , . COS у мм; cos (а -J- y) б) для фрез с затылованными зубьями h = l% + a, мм, где кз - величина износа по задней поверхности, измеряемая в плоскости, перпендикулярной к радиусу, мм; а - дополнительный припуск на заточку (а = 0,1-0,2 мм). Средние значения величины стачивания за одну лереточку приведены в табл. 41. Таблица 41 Припуск на заточку фрез
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАТОЧКИ Большинство типов фрез затачивается чаще всего на универсально-заточном станке. Для заточки торцовых фрез и круглых пил используются специальные заточные станки. Заточка и доводка передних и задних поверхностей зубьев, расположенных на цилиндрической части фрезы, производятся на универсально-заточном станке в центрах (рис. 114, а) причем насадной инструмент предварительно закрепляется на оправке. Операции по заточке и доводке передних и задних поверхностей торцовых зубьев выполняются при установке фрезы в большой или малой универсальных головках (рис. 114,6). Концевые фрезцы базируются в головке на конический хвостовик, а насадные фрезы устанавливаются при помощи конической оправки в центрах. Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||