
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Передняя поверхность винтового зуба фрез затачивается конической стороной тарельчатого круга (рис. П5). Если заточка производится плоской торцовой поверхностью круга, то срезается часть режущей кродпси зуба фрезы. Передняя поверхность прямых зубьев затачивается торцом круга тарельчатой или чашечной формы. При заточке фрез с передним углом у = О рабочая поверхность круга должна располагаться в осевой плоскости (по радпусу) фрезы (рис. U6, а). Для такой установки круга применяют специальные шаблоны. Если передний угол не равен нулю, то круг необходимо сместить от радиального расположения на величину h (рис. П6, б). При заточке торцом круга , D п=~ sm у,   где D - наружный диаметр фрезы; у - передний угол. При заточке конической стороной круга г, Д sin Y 2cosp где Р - угол заправки круга. При заточке инструмента с винтовым зубом угол между осями шлифовального круга и фрезы должен составлять 9-90 -ю, где со-угол поворота заточной головки. Заточку передних поверх1юстей цилиндрического зуба, как правило, выполняют в центрах, прижимая вручную зуб инструмента к кругу. Равномерность съема металла с каждого зуба зависит от квалификации заточника. Рис. 114. Заточка фрез на универсально-заточном станке: о - в центрах, 6 - в универсальной головке Заточка задней поверхности цилиндрического зуба производится в центрах на универсально-заточном станке чашечными или дисковыми кругами. При заточке фрез дисковым шлифовальным кругом (рис. П7, е) необходимо его ось сместить относительно оси фрезы на величину Я. При заточке задней поверхности зуба торцовой поверхностью чашечного круга фрезу поворачивают вокруг своей оси на угол а так, чтобы вершина зуба располагалась ниже оси фрезы на величину Н (рис. ИТ, б). Зуб фрезы устанавливается с помощью упорки, опорное лезвие которой должно касаться передней поверхности зуба как можно ближе к режущей кромке (не далее 0,5 мм). При заточке 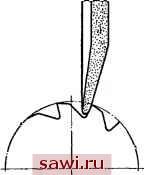 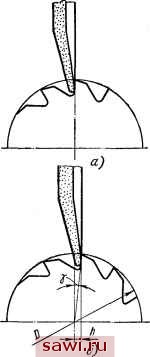 Рис. 115. Схема заточки передней поверхности винтового зуба Рис. 116. Схема заточки передней поверхности прямого зуба: а - v = 0, б-v>0 инструмента с прямым зубом упорка закрепляется на столе станка и в процессе заточки перемещается вместе с инструментом. Затачиваемый зуб прижимается к упорке вручную. При заточке фрез с винтовым зубом упорка служит как для его установки, так и для придания инструменту винтового движения. Упорка закрепляется на заточной головке, и в процессе заточки фреза перемещается относительно ее. Опорное лезвие упорки наклоняют так, чтобы она составляла с осью фрезы угол ш. Заточка передних и задних поверхностей зубьев, расположенных на торце фрезы, производится в трехповоротной головке. 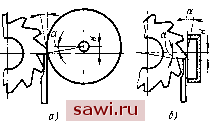 Рис. 117. Схема заточки задней поверхности зуба фрезы: а - дисковым кругом, б - чашечным кругом Задние поверхности зубьев торцовых фрез затачиваются торцовой плоскостью чашечного круга. При настройке головки каждый зуб фрезы можно рассматривать в качестве самостоятельного резца. Поэтому расчет величины углов, на которые необходи- а мо повернуть головку по трем шкалам с тем, чтобы правильно расположить зуб фрезы относительно рабочей поверхности шлифовального круга, выполняется по формулам, которые применяются для настройки трехповоротных тисков при заточке резцов. Торцовые фрезы диаметром от 130 до 400 мм затачиваются по торцу, периферии и угловым кромкам на универсально-заточном станке в специальном приспособлении П21 (рис. 118). Приспособление состоит из головки 5, наклонной колодки 2 и основания /, которое крепится к столу станка. С одной стороны шпинделя закреплен маховик 4 для поворота фрезы, а с другой стороны на оправке крепится кольцо 7 с делениями от 10 до 30° для установки заднего угла при заточке зубьев на цилиндрической части фрезы. Головка поворачивается в наклонной колодке 2, на которой нанесены две шкалы: одна - наклонная 8, обращенная в сторону головки, а другая - горизонтальная Ю, обращенная в сторону основания. С помощью этих шкал устанавливается задний угол при заточке зуба по торцу фрезы. Деления по наклонной шкале занесены исходя из формулы  Рис. 118. Приспособление для заточки торцовых фрез 51Пл: = где а - задний угол; 15° - угол наклона колодки. sm а sin 15° Установим охранное оборудование. Тел. . Звоните! |