
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 На горизонтальной шкале деления нанесены, исходя из формулы smy-- tg 15° Цена деления на этих шкалах равняется 1°. При заточке фрез по торцу (рис. 119, а) необходимо: развернуть головку, установив величину заданного заднего угла по шкалам 8 (гайка 3) и 10 (гайка .9) (см. рис. 118); повернуть дополнительно колодку 2 на 90° в сторону шлифовального круга; установить вершину зуба на высоте центра фрезы и закрепить шпиндель воротком 6; подвести под зуб упорку, установив ее для праворежущих фрез на основание шлифовальной головки, а для леворежущих - на верхней плоскости шлифовальной головки; освободить шпиндель и, прижимая зуб к упорке рукой при помощи маховичка 4, заточить задние поверхности зубьев. При заточке зубьев на цилиндрической части фрезы (рис. 119, б) необходимо установить шкалы 8, 10 и (см. рис. 118) на нуль и вершину зуба на высоте центра фрезы, а нуль шкалы кольца 7 подвести под указатель. Затем, освободив шпиндель, повернуть его маховиком на величину заднего угла, пользуясь шкалой кольца 7. При заточке режущих кромок, расположенных под углом к оси фрезы, задний угол устанавливается по всем трем шкалам 7, 8 и 10. По шкале 7 устанавливается угол Qi = а sin ф, а по шкалам 8 н 10 - требуемый задний угол, ф - угол 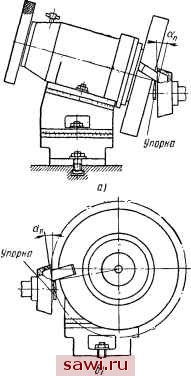 Рис. 119. Схема настройки приспособления для заточки фрез: а - по торцу, б - по цилиндру угол = а cos ф, где а в плане. Фасонные затылованные фрезы затачиваются только по передней поверхности. Эта операция может выполняться с использованием упорки или делительного диска. При заточке с применением упорки фреза / закрепляется на оправке 2, которая устанавливается в центрах передней и задней   бабок универсально-заточного станка (рис. 120,а). Конец упорки 3 упирается в спинку затачиваемого зуба. Упорка должна пружинить только в сторону поворота фрезы для заточки следующего зуба. Подача фрезы на глубину шлифования осуществляется поворотом фрезы вокруг ее оси путем поперечного перемещения упорки. В этом случае глубина шлифования получается переменной по высоте зуба. Такой способ подачи обеспечивает правильное положение передней поверхности зуба фрезы относительно ее центра. Заточка с использова- Щ нием делительного диска 1 обеспечивает минимальное Щ биение зубьев (рис. 120, б). § Оправка 1 с фрезой 2 уста- ! -навливается в центрах задней бабки 3 и передней бабки 4 с делительным диском 5, число зубьев которого равно или кратно числу зубьев фрезы. Подача фрезы на глубину шлифования осуществляется поворотом делительного диска вокруг его оси посредством двух винтов 6. Фасонные фрезы по передней поверхности могут также затачиваться на специальном приспособлении Рис. П36, поставляемому к универсально-заточному станку (рис. 121). Приспособление состоит из поворотного стола / и основания 2, которое крепится к столу станка. На верхней плоскости стола приспособления смонтирован поворотный рычаг 5, один конец которого служит для установки фиксирующего упора 4, а другой - для закрепления рычага в определенном положении с помощью винтов 5. К боковой поверхности стола привернута стойка 6 с шаблоном 7. Для заточки фрез различного диаметра стойка может перемещаться вдоль оси приспособления. Затачиваемая фреза устанавливается на пальце 8 с помощью сменной втулки 9,  120. Заточка фасонных затылованных фрез по передней поверхностн: с применением упорки, б - с применением делительного диска При v = О вершина зуба фрезы и рабочая поверхность шлифовального круга с помощью шаблона 7 устанавливаются в одной плоскости. Упор 4 упирается в спинку зуба и закрепляется винтом 10. После каждого оборота фрезы производится подача на глубину шлифования путем поворота фрезы вокруг оси при помощи винтов 5. Для заточки задней по- S верхности фасонных острозаточных фрез с выпуклым или вогнутым профилем можно применять приспособление завода Фрезер (рис. 122). Принцип работы приспособления заключается в следующем Копир 6. имеющий точную форму зуба фрезы, обкатывается по плоской линейке 8. При этом фреза 3, жестко связанная с поворотным кругом 7, на котором укреплен копир, повторяет движение обкатывания, касаясь образующей шлифовального круга 2. Обкатывание складывается из двух движений: вращательного, которое совершается вручную поворотом рукоятки 4 вокруг оси 5, и поступательного, осуществляемого пружинами /, прижимающими копир 6 к линейке 8. Задний угол получается за счет установки вершины зуба ниже или вьште горизонтальной плоскости, проходящей через ось фрезы. Порядок операций при заточке каждого зуба фрезы такой же, как и при заточке резцов. Для выбора характеристики кругов и режимов заточки можно использовать данные табл. 28, 29 и 30. Переднюю поверхность зубьев сборных фрез при первичной заточке их в сборе доводят алмазными кругами (для твердого сплава) или мелкозернистыми кругами КЗ на бакелитовой связке (для быстрорежущей стали), так как перед сборкой ножи шлифуют по передней поверхности. Переднюю поверхность зубьев, сделанных за одно целое с корпусом, при изготовлении фрезы затачивают в две операции: 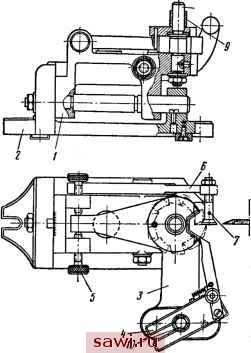 Рис. 121. Специальное приспособление для заточки фасонных затылованнь[х фрез по передней поверхности Установим охранное оборудование. Тел. . Звоните! |