
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 черновая заточка кругами КЗ (для твердого сплава) или Э9 (для быстрорежущей стали) и чистовая заточка (ии доводка). При переточке переднюю поверхность этих фрез или вообще не обрабатывают или только доводят. Задние поверхности зубьев фрез, оснащенных пластинками твердого сплава, как при изготовлении, так и при переточках обрабатывают чаще всего в две операции: черновая заточка кругами КЗ одновременно по твердосплавной пластинке и стальной державке под угол а -f 5° и чистовая заточка алмазными кругами на бакелитовой или металлической связке только по твердому сплаву под 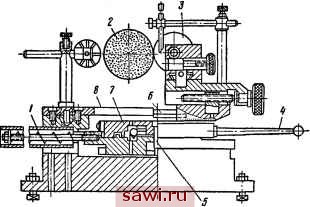 Рис. 122. Приспособление конструкции завода Фрезер для заточки фасонных фрез по задней поверхности углом а. Фрезы из быстрорежущей стали также затачиваются по задней поверхности в две операции. Технологический процесс переточки торцовых фрез, оснащенных пластинками твердого сплава, показан в технологической карте (табл. 42). Следует отметить, что подача на глубину шлифования при заточке фрез производится на каждый оборот фрезы, т. е. после заточки всех зубьев. В этом случае величина сьема с каждого зуба при пер-юм обороте фрезы будет различна, так как фреза имеет радиальное биение. Поэтому начинать заточку следует с наиболее выступающего зуба, который находят с помощью индикатора. Кроме того, величина сьема при заточке последнего зуба будет меньше, чем при заточке первого зуба, на величину линейного износа круга. В случае заточки фрез абразивными кругами, особенно твердосплавных фрез кругами КЗ, износ круга за время обработки всех зубьев достаточно велик, что может привести к значительному бие- Типовой технологический процесс переточки режущего инструмента Наименование инструмента Фрезы торцовые насадные со вставными ножами, оснащенными пластинками из твердого сплава, диаметром 250-630 мм, МН 988-60 Технические условия  1. Завалы и выкрошенные места на режущих кромках не допускаются. 2. Биение главных режущих кромок (в жл) не должно превьшлать для смежных зубьев радиальное для фрез диаметром торцовое для фрез диаметром 250 250-400 400-630 250 250-400 400-630 0,05 мм 0,06 0,08 для противоположных зубьев 0,1 мм 0,12 0,12 0,06 мм 0,08 0,01 № операции Наименование операции Эскиз обработки Станок (тип и модель) Приспособление Характеристика круга Режим обработки м/сек пр- м/мин мм/дв.ход изд м/мин Охлаждение Измерительный инструмент Заточить заднюю поверхность по главной режущей кромке предварительно под углом а = 20°  Полуавто- I мат для заточки торцовых Оправка ЧЦ или ЧК КЗ 9 (40-25) СМ1-МЗК или СМ2-СМ1Б 12-15 5-10 0,08-0,1 Без охлаждения Угломер Заточить заднюю поверхность по переходной режущей кромке предварительно под углом а = 20° Заточить заднюю поверхность по фаске предварительно под углом а = 20° Заточить заднюю поверхность по главной режущей кромке окончательно под углом а = 15° Заточить заднюю поверхность по переходной режущей кромке окончательно под углом а= 15° Заточить заднюю поверхность по фаске окончательно под углом а = = 15°  То же  То же ЧК или ЧЦ К39 (40-25) СМ 1-МЗК или СМ2- СМ1Б ЧЦ или ЧК К39 (40-25) СМ 1-МЗК или СМ2-СМ1Б  Полуавтомат для заточки торцовых фрез ЗБ667 То же Универсальная головка То же АЧК АСПЮ М5 100% АСО10 Б1 100% То же 12-15 5-10 12-15 5-10 18-20 20-25 18-20 20-25 18-20 20-25 1-2 1-2 1-2 1-2 1-2 1-2 0,08-0,1 То же 0,08-0,1 0,03-0,05 0,01-0,03 0,03-0,05 0,01-0,03 0,03-0,05 0,01-0,05 С охлаждением То же То же Угломер То же Установим охранное оборудование. Тел. . Звоните! |