
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 флажкового гидроцилиндра через собачку вращение передается на храповое колесо 9, которое закреплено на цилиндрической шестерне, и далее на зубчатое колесо 10, жестко закрепленное на валу /. С вала / вращение передается через пару конических зубчатых колес, червяк и червячное колесо, сидящее на валу V винта , и гайку 12 поперечного перемещения стола бабки изделия. Автоматическая подача как на один оборот фрезы, так и на каждый зуб осуществляется от одной кинематической цепи. Только при заточке с подачей на один оборот команду на подачу дает конечный выключатель 4KB после каждого оборота фрезы, а при подаче на зуб - конечный выключатель 2KB при подходе стола в правое крайнее положение. Ускоренное установочное перемещение бабки изделия осуществляется от электродвигателя А0П11-2 через червячную пару. Крайние положения стола бабки изделия контролируются конечными выключателями 5КВ и 6КВ. Поворот фрезы (при делении) на необходимый угол, а также прижим затачиваемого зуба к упорке осуществляются от гидропривода через панель деления и гидродвигатель МР15 и через червячную пару 13, 14. Угол деления зависит от объема масла в левой полости дозатора панели деления. Изменение объема масла осуществляется перемещением золотника дозатора при помощи маховичка черей червячную пару/5, 16 и винт 17. Регулировка силы прижима зуба фрезы к упорке осуществляется при помощи регулятора деления в гидросистеме. Команду на начало деления дает конечный выключатель 2KB при подходе стола шлифовальной головки в правое крайнее положение. Конечный выключатель ЗКВ дает команду на реверс гидродвигателя после окончания деления, а конечный выключатель 1KB - на начало шлифования очередного зуба. Круговое вращение шпинделя изделия осуществляется по той же кинематической схеме, как и при делении при убранной упорке. Ручное установочное перемещение шлифовальной головки по колонне производится при помощи маховичка, сидящего на винте, и гайки салазок колонны, а ручное установочное перемещение колонны по столу - при помощи рукоятки вращением вала, на котором закреплено зубчатое колесо 18, и рейки 19. Поперечная подача бабки изделия может осуществляться вручную при помощи маховичка механизма подачи, установленного на валу . Отсчет величины подачи ведется по лимбу. Маховичок, установленный на валу /, предназначен для тонкой ручной поперечной подачи. При ручной подаче собачка храпович-ка 9 автоматической подачи выводится из зацепления при помощи маховичка, сидящего на валу /V. Поворот бабки изделия вокруг вертикальной оси осуществляется при помощи рукоятки через пару цилиндрических зубчатых колес 20 и 21 и сектор 22, закрепленный на корпусе бабки изделия. Настройка станка производится следующим образом. Число оборотов щпинделя шлифовального круга устанавливается поворотом переключателя на гидроэлектрощкафе. Величина поперечной подачи на один оборот фрезы или на каждый зуб настраивается маховичком в пределах от 0,0125 до 0,06 мм. Упорка должна упираться в переднюю поверхность затачиваемого зуба. Если фреза праворежущая, упорка должна быть сверху зуба, если фреза леворежущая - снизу зуба. Для получения заднего угла шлифовальная головка поворачивается на соответствующий угол и устанавливается по лимбу, находящемуся на корпусе головки. Для заточки отрезных и прорезных фрез диаметром 40-250 мм применяется полуавтомат мод. 3690. На станке предусматривается заточка зуба по профилю и фаскам. Заточка осуществляется методом обкатки при непрерывном вращении пилы. Все необходимые для заточки движения - вращение шлифовального круга, возвратно-поступательное движение шлифовальной головки, вращательное движение фрезы и подача на глубину шлифования - производятся автоматически. Заточка дисковых сегментных пил диаметром от 275 до 1010 мм по профилю и боковым фаскам может производиться на станке мод. 3692. Заточка на станке происходит по методу обкатки путем сочетания следующих движений: вращения шлифовального круга; вертикального, возвратно-поступательного движения шлифовальной головки, вращательного движения пилы; подъема пилодержателя на величину снимаемого слоя (автоматическая подача на глубину). Кинематическая схема станка представлена на рис. 124. Движение от электродвигателя / через клиноременную передачу и червячную пару 2-3 передается на вал с зубчатыми колесами 4 и 5, с которыми зацепляются шестерни 6 и 7. На втулке вала 16 жестко закреплен торцовый кулачок 8. Шестерня 7 установлена на втулке 9 по скользящей шпонке, а ее торцы снабжены кулачками полумуфты 10. Кулачки второй полумуфты расположены на торце зубчатого колеса 6. При положении шестерни 7, показанном на схеме, число оборотов кулачка 8 будет в два раза меньше, чем число оборотов втулки 9. При включении кулачковой полумуфты 10 в полумуфту шестерни 6 число оборотов втулки 9 будет равно числу оборотов кулачка 8. При этом шестерня 7 выводится из зацепления зубчатым колесом 5. При обычной заточке число оборотов кулачка 8 равно числу оборотов втулки 9, а при заточке через один зуб число оборотов кулачка 8 в 2 раза меньше, чем число оборотов втулки 9. Кулачком 8 шлифовальной головке через элемент и систему рычагов 12 сообщается возвратно-поступательное движение. Вели- чина хода головки регулируется путем изменения соотношения плеч рычага 13. Одновременно с возвратно-поступательным движением шлифовальной головки осуществляется вращательное движение затачиваемой пилы. 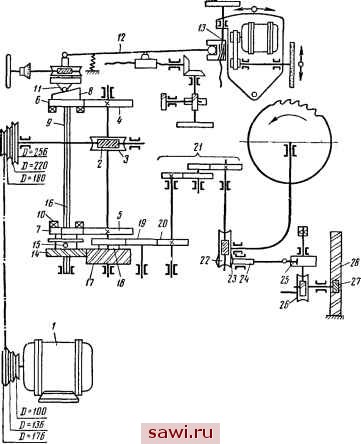 Рис. 124. Кинематическая схема станка для заточки дисковых сегментных пил Движение от втулки 9 передается на зубчатое колесо 14 через штифт 15, запрессованный в ступице колеса 14 и проходящий в пазу втулки 9. Кроме того, посредством штифта 15 зубчатое колесо 14 жестко соединено с валом 16, расположенным внутри втулки 9. Верхний конец вала смонтирован в элементе таким образом, что вал совершает возвратно-поступательноедвижение (совместно с элементом ) в осевом направлении и одновременно вращается вместе с втулкой 9. От зубчатого колеса 14 движение передается через шестерни 77, 18, 19, 20, 21 (сменные) и червячную пару 22, 23 на пилу. Установим охранное оборудование. Тел. . Звоните! |