
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Стержневые резцы изготавливаются из быстрорежущей стали или с пластинками твердого сплава. При малом угле подъема резьбы (не выще 3-4°) задние углы а, и на боковых кромках резцов делаются одинаковыми в пределах 4-6° для предварительного и 8-10° для окончательного нарезания. Задний угол а на верщине принимается равным 15-20°. При угле подъема резьбы более 3-4° задние углы на боковых кромках выбираются разными: для правой резьбы правая сторона профиля должна иметь больший угол, чем левая, и для левой - наоборот. Передний угол у в зависимости от обрабатываемого материала принимается равным 5-25°. Для чистовых резцов передняя поверхность часто выполняется с у = 0.  Рис. 131. Типы метчиков: а - ручной, б - машинный, в, г - гаечные Призматические резцы устанавливаются в специальных державках под постоянным задним углом, равным 15°. Передний угол может приниматься различным в зависимости от обрабатываемого материала, но чаще всего он равен нулю. Круглый резец закрепляется в специальной державке, которая позволяет устанавливать центр резца выше оси детали на величину h, что обеспечивает получение заднего угла а = 10-12° (рис. 130, е). Передний угол обычно принимается равным нулю. Призматические и круглые резцы затачиваются только по передней поверхности. Преимуществом этих резцов является возможность получения большего количества переточек по сравнению со стержневыми резцами. Метчики предназначаются для нарезания резьбы в отверстиях. Наиболее распространенными типами метчиков являются: ручные, машинные и гаечные (рис. 131). Ручные метчики применяются для нарезания резьбы вручную, а машинные - для нарезания резьбы на станках. Гаечными метчиками нарезается резьба в гайках. Ручные метчики изготовляются из углеродистой и быстрорежущей сталей, а машинные и гаечные - только из быстрорежущей стали. Рабочая часть метчика разделяется на режущую и калибрующую части /г (рис. 132). Режущая часть метчика выполняет основную работу по образованию профиля резьбы. Угат в плане ф выбирается для ручных метчиков равным 5°, для машинных - 6°30 и для гаечных - 3°30. Длина режущей части зависит от типа метчика, вида отверстия и количества метчиков в комплекте. 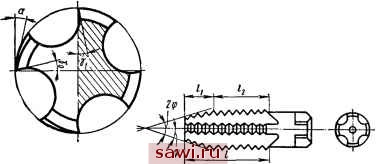 Рис. 132. Основные геометрические параметры метчика Калибрующая часть метчика служит для зачистки нарезаемой резьбы, для направления метчика при обработке и обеспечения перемещения метчика по подаче. Передний и задний углы измеряются обычно в плоскости, перпендикулярной оси метчика. Величина переднего угла в зависимости от обрабатываемого материала рекомендуется: чугун, бронза и твердая сталь ....... О-5° сталь средней твердости и латунь .....8-10° сталь мягкая и вязкая ...........12-15° легкие сплавы ................ 20-30° Метчики, выпускаемые инструментальными заводами, имеют средние значения угла у = 5-10°. Задний угол на режущей части метчика получается путем затылования только по наружному диаметру. Для машинных и гаечных метчиков рекомендуется угол а = 8-10°, для ручных -6-8°. При обработке легких сплавов угол а уменьшается до 5-6° для сквозных отверстий и до 3-4° для глухих. Затылование обычно производится по архимедовой спирали, а величина затылования К (спад затылка на дуге, соответствующей центральному углу подсчитывается по формуле где rfr - внутренний диаметр резьбы метчика; z - число перьев. На рабочих чертежах обычно проставляется величина затылования, а не задний угол. Метчики со шлифованной резьбой затылуют также на калибрующей части. Затылование производится не только по наружному диаметру, но и по всему профилю резьбы метчика. Величина заты-  Рис. 133. Конструкция круглой плашки лования по профилю резьбы принимается на ширине Н пера в пределах 0,02-0,04 мм. Круглые плашки предназначены для нарезания наружной резьбы на болтах, винтах и других деталях. Круглая плашка представляет собой закаленную гайку с отверстиями, образующими режущие кромки после их затылования (рис. 133). Плашки изготовляются в основном из инструментальной стали 9ХС. Режущая часть (/,) производит основную работу по образованию профиля резьбы. Она выполняется в виде внутреннего конуса, угол которого 2 ф обычно равен 50°. Передний у и задний а углы режущей части измеряются в плоскости, перпендикулярной оси плашки. Эти углы незначительно отличаются от углов улги ад измеренных в плоскости, перпендикулярной к образующей режущей части ЛЛ, так как угол ф достаточно мал (25°). Передний угол у выбирается в зависимости от обрабатываемого материала: для твердых материалов 10-15°, для мягких 20-25°. Стандартные плашки изготовляются с у = 15-20°. Следует отметить, что передний угол в различных точках режущей кромки раз- Установим охранное оборудование. Тел. . Звоните! |