
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 копию неровностей на поверхности. Микропрофиль поверхности наблюдается через окуляр в виде интерференционных полос, изгиб которых измеряется с помощью окулярного микрометра. Расстояние между соседними интерференционными полосами соответствует длине полуволны белого света (0,275 мкм) и служит масштабом для измерения. В интерферометре Линника (в микроскопах МИИ1, МИИ4) разделение светового пучка на две равные части осуществляется разделительной пластиной 4 или призмой, после чего пучки направляются микрообъективами 5 и 2. Пластинка 3 является компен- Зталонное зернппо 1 Моиохромвтичеснии едет от источниио 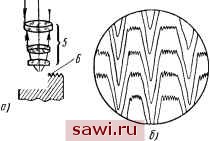 Исследуемая Шш, поверхность Рис. 9. Схема интерферометра Линника: й - схема микроиптерферометра, б - типичная интерференционная картина, наблюдаемая при измерении шероховатости поверхности сирующей. Типичная интерференционная картина, наблюдаемая при измерении шероховатости поверхности, показана на рис. 9, б. Помимо бесконтактных методов оценки шероховатости, используются также методы, при которых прибор и его часть в виде иглы непосредственно соприкасается с контролируемой поверхностью. Такие методы называются контактными и используются в щуповых приборах. Ощупывающим элементом, обеспечивающим профилирование неровностей на поверхности, обычно является тонкая алмазная игла с очень малым радиусом округления вершины (не более 10 или 2 мкм для разных типов игл при угле конуса в 90°). По своему назначению щуповые приборы разделяются на про-филометры и профилографы или комбинированные приборы. С помощью профилографов получают запись неровностей исследуемого участка поверхности - профилограмму, которую в дальнейшем 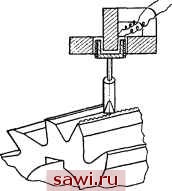 необходимо обработать. Профилометры позволяют непосредственно получить прямую оценку шероховатости поверхности по какому-либо критерию. В нашей промышленности используются профилометры В. М. Киселева (типа КВ-7) или В. С. Чамана (типа ПЧ-2). Наиболее совершенным прибором является профилометр-профилограф Калибр-ВЭИ . Щуновые приборы позволяют измерять шероховатость поверхности в пределах 5-12-го классов. При замере шероховатости режущих кромок на инструменте вместо алмазной иглы приходится использовать специальные алмазные лопаточки (рис. 10). § 4. НЕКОТОРЫЕ СВЕДЕНИЯ О КОНСТРУКЦИИ И КАЧЕСТВЕ РЕЖУЩИХ ИНСТРУМЕНТОВ Все режущие инструменты (рис. 11) предназначены для обработки деталей путем резания материала и получения на деталях поверхностей требуемой формы, размеров и определенного качества. Поэтому каждый инструмент имеет режущую часть, т. е. часть, которая непосредственно срезает с заготовки излишний материал, и калибрующую, т. е. часть, которая непосредственно образует обработанную поверхность. У некоторых инструментов калибрующая часть объединяется с режущей частью (например, у резцов вспомогательная режущая кромка и вершина непосредственно соединяются с главной режущей кромкой). У других инструментов (например, у метчиков, разверток, протяжек и т. д.) эти части очень четко разделяются. По числу режущих кромок инструменты разделяются на одно-лезвийные и многолезвийные (многозубые). Использование большого количества режущих кромок (зубьев) позволяет увеличить длину активной части режущих кромок, участвовать в работе одновременно большому количеству кромок, снизить удельные нагрузки и обеспечить высокую скорость съема металла при резании. В многозубых инструментах каждый зуб является по существу отдельным резцом, закрепленным на общем корпусе. Между зубьями должно быть свободное пространство, обеспечивающее свободный отвод стружки от режущей кромки. Если объем стружечной канавки мал, то стружка защемляется и запрессовывается в канавке, что может привести к поломке инструмента. Для правильного отвода стружки и ее дробления режущая часть инструмента должна иметь необходимую форму или ин- Рис. 10. Схема измерения шероховатости режущей кромки инструмента щуповым методом струмент должен иметь специальные устройства. Для облегчения отвода стружки поверхность канавок должна быть гладкой или полированной (например, у сверл). 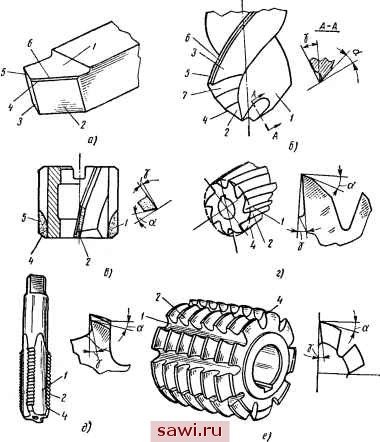 Рис. и. Поверхности и режущие кромки некоторых видов режущего инструмента: а - резец, б - спиральное сверло, е - насадный твердосплавный зенкер, г - цилиндрическая фреза, д - метчик, е - червячная модульная фреза; / - передняя поверхность, 2 - главная задняя поверхность, 3 - вспомогательная задняя поверхность, 4 - главная режущая кромка, 5 - вспомогательная режущая кромка, 6 - фаска плоская или цилиндрическая, 7 - задняя поверхность переходной режущей кромки Режущие кромки у инструментов следует выполнять достаточно острыми; радиус округления кромки должен быть не более 10 мкм. Зазубрины, завалы, забоины и трещины на режущих кромках не допускаются, поэтому передние и задние поверхности инструмента тщательно шлифуют, затачивают или доводят. Установим охранное оборудование. Тел. . Звоните! |