
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 личен. Для точек, лежащих у внутреннего диаметра резьбы, передний угол наибольший (он соответствует рекомендуемому), а в точках, расположенных на наружном диаметре, он уменьшается. Существуют две формы передней поверхности: криволинейная (рис. 134, а) и прямолинейная (рис. 134, б). При криволинейной передней поверхности колебания переднего угла более значительные, чем при прямолинейной. Задний угол а создается только на режущей части плашек. Для стандартных плашек угол а = б-9°. Задний угол получается путем затылования по архимедовой спирали. Величина затылования К определяется по формуле Раттный передний угол Фантишиий передний угол заточенной плашни Слой, снимаемый при заточке 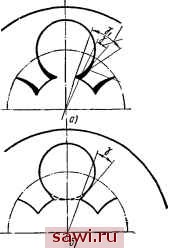 где rf, Рис. 134. Формы передней поверхности: а - криволинейная, б - прямолинейная - внутренний диаметр резьбы; z - число перьев. Стандартные плашки имеют угол Л = 0°. В этом случае при нарезании резьбы стружка остается в отверстии плашки. При угле > О плашка направляет стружку вперед, поэтому рекомендуется делать угол % положительным. Винторезная головка представляет собой патрон (корпус) со вставными плашками или гребенками. Головки самораскрывающиеся, т. е. в конце нарезания резьбы плашки или гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой. Наиболее широко применяются головки с круглыми гребенками (рис. 135). Круглые гребенки представляют собой круглые резцы, снабженные кольцевой резьбой (рис. 136). Поскольку при расположении гребенок в головке необходимо, чтобы резьба соседних гребенок располагалась со смещением, равным шагу, деленному на число гребенок, то каждая из гребенок в комплекте должна иметь определенное расположение резьбы относительно опорного торца. Угол ф режущей части гребенки принимается обычно равным 20°, а передний угол в торцовой плоскости - 20-25°. Задний угол получается в результате расположения центра гребенки выше центра заготовки. Гребенки для лучшего отвода стружки снабжены углом К наклона передней поверхности к оси. Для нарезания резьбы применяются резьбовые фрезы: гребенчатые (многониточные) и дисковые (однониточные). Гребенча- тые фрезы изготавливаются с затылованными зубьями. Величина затылования выбирается из расчета получения заднего угла 8-12°. Рекомендуемый передний угол 5-10°. Резьбовые фрезы затачиваются, как и все затылованные, только по передней поверхности.    Рис. 135. Винторезная головка с круглыми гребенками; а - общий вид, 6 - схема работы Износ ручных, машинных и гаечных метчиков, круглых плашек и кругл.ых резьбонарезных гребенок происходит по задней поверхности режущей части и первым двум ниткам калибрующей части. Признаками затупления инструмента являются ухудшение чистоты резьбы и снижение ее точности. Ручные и машинные метчики при нормальном износе лучше перетачивать по задней поверхности, что позволяет увеличить число переточек по сравнению с заточкой по передней поверхности. Следует также учитывать, что по мере переточки метчика по задней поверхности режущей части постепенно уменьшается длина его калибрующей части, вследствие чего количество переточек ограничивается минимально допустимой длиной калибрующей части (2-3 витка). Поэтому для увеличения суммарной стойкости метчика заточку по передней поверхности следует производить периодически. При наличии значительных выкрашиваний на режущих кромках заточка ведется по той поверхностн, по которой припуск будет меньше. Метчики для глухих отверстий и гаечные обычно затачивают по передним поверхностям. Количество переточек по передней поверхности ограничивается толщиной пера, которая должна быть не менее половины его первоначальной толщины. Круглые плашки перетачиваются по передней поверхности. Количество переточек зависит от ширины пера плашки. Припуск на переточку метчиков и плашек представлен в табл. 45. 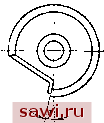 Рис. 136. Конструкция круглой гребенки Круглые гребенки затачиваются только по передней поверхности. Припуск на одну переточку составляет (в зависимости от их размера) 1-2 мм. Таблица 45 Припуск на переточку метчиков и плашек
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАТОЧКИ Метчики затачиваются на универсально-заточных или на специальном станке мод. 4А. Передняя поверхность метчиков чаще всего затачивается и доводится на универсально-заточных станках при установке метчика в центровых бабках. Если центровые отверстия у метчика отсутствуют или непригодны для использования, заточку по передней поверхности можно вести в универсальной головке с цанговым или патронным зажимом. Заточка метчиков по передней поверхности производится торцом круга тарельчатой или чашечной формы. Схема взаимного расположения круга и метчика при заточке передней поверхности показана на рис. 137. Для получения переднего угла необходимо расположить рабочую поверхность круга относительно оси метчика со смещением, которое определяется по формуле Упорна  Рис. 137. Схема взаимного расположения круга и метчика при заточке передней поверхности = f siny, где do - наружный диаметр метчика; Y - заданный передний угол. Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||