
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106  Рис. 139. Приспособление для заточки метчиков по задней поверхности Круглые плашки затачиваются по задним поверхностям режущей части перьев и по передней поверхности режущей и калибрующей частей перьев. В плашках, имеющих подточку для образования угла Я, передние поверхности режущей и калибрующей частей пера не совпадают, и их заточка представляет собой две раздельные операции. Заточка задних поверхностей режущей части перьев круглой плашки обычно производится только один раз (при изготовлении плашки) на специальных станках мод. 7Б (рис. 140). Плашка зажимается в цанговый патрон и при вращении шпинделя станка совершает вместе с ним затыловочное движение благодаря сменному кулачку, число выступов которого соответствует числу перьев затылуемой плашки, а форма выступов - форме кривой затылования. Шлифовальный шпиндель с кругом укреплен на суппорте, который развернут на угол, равный половине угла режущего конуса. Заточка на этом станке производится кругом формы ПП диаметром 4-25 мм, величина которого зависит от размера плашки. Рекомендуется следующая характеристика круга: М или Э910-16С2-СТ2К. Частота вращения шпинделя шлифовального круга равна 15 ООО об/мин, что соответствует скорости резания v = 3-20 м/сек в зависимости от диаметра круга. Скорость вращения плашки 84 об/мин. Передняя поверхность затачивается как при изготовлении плашек, так и в процессе их эксплуатации. Эта операция обычно выполняется на станках модели 27А (рис. 141). Шлифовальный круг закрепляется на вертикальном шпинделе. Плашка устанавливается на столе станка и во время заточки ее  Рис. 140. Станок мод. 7Ё для заточки круглых плашек по задней поверхности режущей части перьев: / - станина, 2 - стол, 3 - бабка изделия, 4 - шлифовальный круг, 5 - шлифовальная бабка Плашка Столик 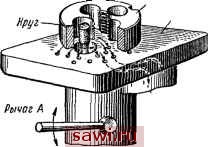 передняя поверхность вручную прижимается к кругу. Глубина шлифования определяется силой прижима плашки к кругу. Для рав1юмерного износа шлифовального круга по всей длине ему сообщается возвратно-поступательное движение. Число оборотов шпинделя станка постоянное и равно 22 ООО об1мин. Диаметры шлифовальных кругов, применяемых для заточки плашек, незначительны (обычно не более 4-12 мм), поэтому скорость резания оказывается небольпюй: при наибольшем диаметре круга 12 мм она составляет 12,5 м1сек. Это является причиной низкой стойкости абразивных кругов при заточке плашек по передней поверх-II ности. .....- Следует применять кру- ги максимально-возможных (с точки зрения размеров плашки и технологии заточки) диаметров; минимально допустимым диаметром неизношенного шлифовального круга является = 3 мм, что соответствует скорости резания и = 3 м/сек. Для заточки плашек по передней поверхности применяют круги из монокорунда М или электрокорунда Э9 зернистостью 10-16, твердостью С2-СТ2, на керамической связке, а также круги из эльбора зернистостью 8-12 100%-ной концентрации на бакелитовой или керамической связках. Стойкость этих кругов в 8-10 раз выше стойкости абразивных кругов. Передняя поверхность плашек может быть криволинейной или прямолинейной. Прямолинейная поверхность длительнее сохраняется при работе, однако процесс заточки криволинейной передней поверхности плашек проще и быстрее, чем прямолинейной поверхности (рис. 142, а). Диаметр шлифовального круга при заточке криволинейной поверхности значительно больше, чем при заточке прямолинейной поверхности, и берется обычно на 1 мм меньше диаметра стружечных отверстий. Заточка круглых плашек по прямолинейной поверхности может производиться на проход (рис. 142,6) или в упор (рис. 142, в). Заточка на проход более проста и удобна, чем заточка в ynopv>, но в этом случае из-за опасности повреждения соседнего пера приходится работать кругами небольших диаметров. Расчет показывает, что для резьб, меньших, чем М12, заточка плашек с прямолинейной передней поверхностью не может произ- Н деитилятору Рис. 141. Схема работы станка мод. 27А для заточки круглых плашек по передней поверхности Установим охранное оборудование. Тел. . Звоните! |