
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 водиться на проход , так как максимально допустимые диаметры кругов меньше 3 мм. При заточке прямолинейной передней поверхности плашек в упор необходимо станок оборудовать упорами, ограничивающими перемещение плашки и предупреждающими повреждение соседнего пера. Для правильной заточки прямолинейных передних поверхностей необходимо применять специальные приспособления, например приспособление конструкции завода Фрезер (рис. 143). Приспособление состоит из круглого столика 6 с направляющими пазами для плиты 3, по которой столик 6 может перемещаться при вращении винта с конусом /. Для закрепления столика 6 на плите 3 служит рукоятка 5. Направляющая плита 3 закрепляется на станке посредством стержня 4. На столике 6 находится ползун 8, в отверстии которого помещен делительный диск 7 в виде храпового колеса, устанавливаемый с помощью собачки 9. При заточке плашка вставляется во внутреннюю выточку делительного диска и зажимается винтом 2. В процессе работы ползун вместе с плашкой перемещается по направляющим пазам столика, что позволяет производить прямолинейную заточку передней поверхности перьев плашки. После заточки одной поверхности собачку отжимают и поворачивают диск с плашкой для обработки следующей поверхностн. При заточке плашка должна быть расположена таким образом, чтобы режущая кромка была параллельна направлению перемещения круга. В плашках, имеющих подточку для образования угла %, заточка передней поверхности режущей части является самостоятельной операцией (рис. 144). Эту операцию можно выполнять цилиндрическим или коническим кругом. Более экономичной и производительной является заточка цилиндрическими кругами (рис. 144,/), но их применение ограни- 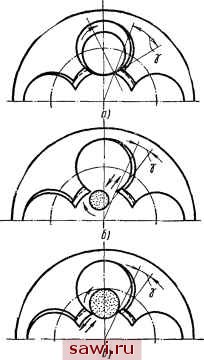 Рис. 142. Схема заточки круглых плашек по криволинейной передней поверхности (а) и по прямолинейной передней поверхности на проход (б) и в упор (е) 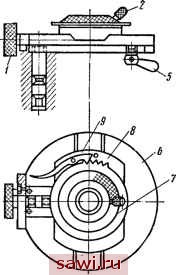  Рис. 143. Приспособление для прямолинейной заточки круглых плашек 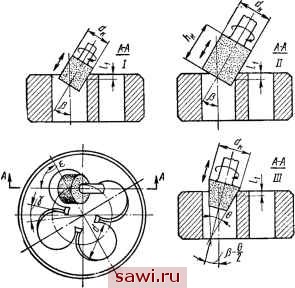 Рис. 144. Схема образования подточки на угол X у круглых плашек: - расчетный диаметр шлифовального круга, Р - угол наклона оси цилиндрического шлифовального круга; t, - длина подточки, равная обычно длине режущей части чивается тем, что при некоторых соотношениях диаметра круга d, его высоты йк и диаметра стружечного отверстия с? невозможно использовать круг на всю дайну его образующей (рис. 144, ). Это приводит к неравномерному и ускоренному износу круга, что может вызвать появление за- Шноло для углов г, 1 Шиоло для углоВ ф Гррденно 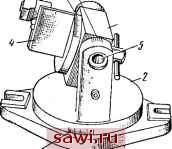 Шиоло для углоВ о , Рис. 145. Приспособление для заточки круглых гребенок при износе от расчетного до- валов на режущих кромках. В этом случае следует перейти на заточку коническим кругом (рис. 144, /), который представляет собой усеченный конус. Диаметр нижнего основания усеченного конуса равен заданному чертежом диаметру цилиндрического круга с?к, а угол конуса имеет величину, близкую к углу р (обычно е = 20-30°). В процессе заточки круг изнашивается, изменяя свой первоначальный диаметр. Поэтому диаметр нового круга берется несколько большим, чем расчетный диаметр с?к. Отклонения действительного диаметра круга пускаются в пределах ±0,08 Круглые гребенки к резьбонарезным головкам затачиваются по передней поверхности в специальном приспособлении в сборе с кулачками. Перед установкой гребенки с кулачком в приспособление необходимо для создания припуска на заточку повернуть гребенку относительно кулачка на некоторый угол так, чтобы режущая кромка переместилась не менее чем на 0,2-0,25 ям. Конструкция соединения гребенки с кулачком через двухвенцовую звездочку позволяет произвести такой поворот перед заточкой. Приспособление для заточки (рис. 145) состоит из плиты /, на которой установлена стойка 2, имеющая возможность поворачиваться вокруг вертикальной оси. В стойке крепится державка 5, поворачивающаяся вокруг горизонтальной оси 5. На .державке установлен гребенкодержатель 4, имеющий возможность поворачиваться на крепящем его винте. Державка 3 устанавливается под некоторым углом ф, который зависит от конструкции головок и при заточке гребенок к головкам 1К - ЗК и 1 КА-ЗКА равен 12°, а к головкам 4К-6К и 4КА- 6КА - 10°.  Рис. 146. Установка круглого резца при заточке Установим охранное оборудование. Тел. . Звоните! |