
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 ВидА на подЬижную шкалу на иеподВимиую шиопу 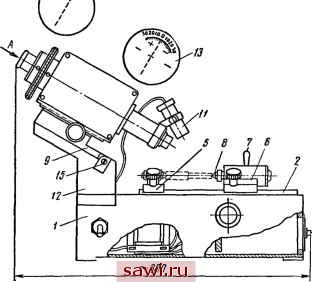 Настройка придвра по эталону jC окуляре л. нас, 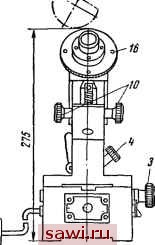 Рис. 149. Прибор ВНИИ для измерения переднего угла метчиков до МЮ Перед работой для проверки совпадения оптической оси микроскопа с осью центров устанавливают в центрах эталон 14, регулируя с помощью винтов 15 положение тубуса головки микроскопа, добиваются совпадения нулевой линии неподвижной шкалы в окуляре с вертикальной линией среза на эталоне. При контроле метчик располагается на приборе таким образом, чтобы его рабочая часть была обращена к объективу микроскопа. Перемещая салазки, устанавливают первый полный виток метчика в поле зрения окуляра и наводят микроскоп на фокус. 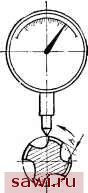 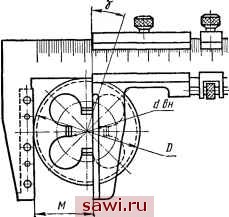 Рис. 150. Измерение величины заднего угла при помощи индикатора в центрах Рис. 151. Измерение переднего угла круглых плашек при помощи специального штангенциркуля Метчик устанавливают так, чтобы вершина угла заострения на первом витке совпала с центром шкал. Затем поворотом кольца 16 совмещают визирную линию поворотной шкалы с видимой в микроскопе режущей кромкой на передней грани метчика и производят отсчет величины переднего угла по угловой шкале. Контроль величины заднего угла (затылования) на режущей части метчика осуществляется в центрах при помощи индикатора с ценой деления 0,01 мм по схеме, показанной на рис. 150. При измерении определяют спад h затылка на ширине пера /. При заточке круглых плашек контролируют величину переднего угла с помощью специального штангенциркуля (рис. 151). Он представляет собой обычный штангенциркуль, у которого на губке рамки сделан скос для создания узкой измерительной поверхности, а к губке штанги привернута упорная планка. В процессе контроля измеряется расстояние М от наружной цилин- дрнческой поверхности плашек до передней поверхности. Угол у определяется по формуле 2M-D smY = ---, где D - наружный диаметр плашки; - внутренний диаметр резьбы плашек. При заточке гребенок к резьбонарезным головкам необходимо, чтобы передний угол у, угол наклона Я, и снос а равнялись заданным и были бы одинаковы на всех четырех гребенках. Особое значение имеет контроль величины скоса а, который производится на специальном приборе (рис. 152,а). Прибор состоит из корпуса / с Т-образным пазом 2 и двух микрометров 5 и 4 с взаимно перпендикулярными осями, закрепленных в стойках 5 и 6. Микрометр 3 имеет плоскую, а микрометр 4 - остроконечную пятку. При нулевом показании микрометра 3 плоскость его пятки должна совпадать с осью микрометра 4. Для микрометра 4 должно быть известно показание 4 в положении, когда конец пятки совпадает с вертикальной плоскостью, проходящей через середину Т-образного паза 2. При контроле гребенку 7 (рис. 152,6) соединяют с кулачком 8 резьбонарезной головки и устанавливают в Т-образном пазу так, чтобы гребенка уперлась в плоскость пятки микрометра 3. Перед измерением микрометр 3 должен быть отведен от оси микрометра 4 на величину  /i= -f (0,5 -0,8) мм. Рис. 152. Прибор для измерения скоса а круглых гребенок к резьбонарезной головке: а - оОщий вид, б - схема контроля где t - глубина резьбы гребенки. Величина отсчета Мб по микрометру 4 должна быть равна Мб = y-f а-/itgy -г, где Ъ - ширина паза под кулачок; а - снос вершины режущей кромки; 1 - cos Y COSY Установим охранное оборудование. Тел. . Звоните! |