
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 u<W  Задние поверхности зуборезного инструмента имеют точное взаимное расположение. Поэтому для предупреждения биения режущих кромок взаимное расположение передних поверхностей при заточке также должно быть выполнено с высокой точностью. При заточке дисковых и червячных фрез и косозубых долбяков применяют устройства с точными делительными дисками. Съем припуска ведется способом послойного шлифования (поочередная заточка зубьев): после двойного хода круга по зубу происходит деление. Заточка выполняется за несколько оборотов инструмента. Подача на глубину шлифования осуществляется чаще всего один раз на каждый оборот инструмента. Дисковые зуборезные фрезы затачивают обычно на универсально-заточном станке на оправке в центрах торцом тарельчатого шлифовального круга. Эти фрезы можно также затачивать на специальных станках или приспособлениях с автоматическим или ручным делением, предназначенных для заточки червячных зуборезных фрез. Сложность заточки червячных зуборезных фрез связана с тем, что передняя поверхность их зубьев является винтовой поверхностью. Поэтому червячная фреза при заточке должна получать винтовое движение определенного шага. Передняя поверхность червячных фрез не может затачиваться торцом шлифовального круга (рис. 158,а). Теоретически для правильной заточки необходим круг с выпуклым профилем (рис. 158,?), форма которого зависит от диаметров круга и фрезы, а такжеЪт угла наклона винтовых канавок. Такой профиль получают правкой круга при помощи специального сложного правильного приспособления и по заранее подготовленному шаблону. На практике для заточки фрез класса не выше, чем А, при угле наклона канавок менее 10° допускается использовать для заточки коническую поверхность шлифовального круга (рис. 158,6). Здесь применяется прямолинейная правка. Большинство червячных фрез имеют передний угол v == 0°. Чтобы образующая поверхности шлифовального круга располагалась в осевой плоскости фрезы, используются центрирующие шаблоны. Порядок установки круга следующий. После заправки круга на конус, разворота шлифовальной головки на угол ш установки Рис. 158. Форма шлифовального круга для заточки червячных фрез с винтовыми канавками: а - неправильная, б - правильная при to< 10°, в - неправильная прн to > 10°, г - правильная при to > 10° фрезы в центра и настройки круга на полную глубину зуба фрезы устанавливают центрирующий щаблон на оправку фрезы и продольным перемещением стола подводят щаблон к поверхности шлифовального круга. Затем поперечным перемещением стола добиваются прилегания шаблона по всей длине образующей шлифовального круга. Если круг заправлен не на конус, а по криволинейному профилю, его установка (рис. 159) выполняется при помощи центрирующей оправки / с радиальной линейкой 2. Порядок установки такой же, как для круга конической формы, однако после того, как линейка вошла в соприкосновение с поверхностью круга, оправка при помощи хомутика соединяется со шпинделем станка и получает такое винтовое движение, какое получит фреза при заточке. За счет 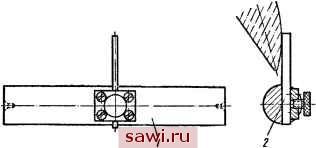 Рис. 159. Центрирующая оправка для радиальной установки шлифовального круга взаимных перемещений фрезы и круга добиваются того, чтобы линейка в винтовом движении огибала поверхность шлифовального круга. После настройки взаимного положения фрезы и шлифовального круга его вводят в канавку. Медленно вращая фрезу вокруг своей оси, в процессе винтового движения фрезы добиваются легкого касания круга с ее передней поверхностью. Затем без подачи совершают один цикл прохода по всем зубьям (один оборот фрезы), чтобы проверить правильность деления зубьев фрезы. В дальнейшем круговая подача выполняется после каждого оборота фрезы до тех пор, пока со всех зубьев не будут удалены следы износа. После съема основной части припуска целесообразно выполнить правку круга с целью компенсации его износа. Заточка заканчивается одним-тремя выхаживающими (без подачи) оборотами фрезы. Для выбора шлифовальных кругов и режимов обработки можно пользоваться данными табл. 36. На заводах, как правило, червячные фрезы затачивают всухую. Однако для высококачественной и производительной заточки рекомендуется обильное охлаждение (5-6 л/мин). При заточке червячной фрезы возможны следующие погрешности (рис. 160): 1. Нерадиальность передней поверхности, ее поднутрение {у > 0) или отвал (у < 0), приводящие к несимметричности профиля зуба. Причиной нерадиальности передней поверхности является неправильная установка шлифовального круга относительно оси фрезы. 2. Непрямолинейность передней поверхности, вызываемая неправильной формой шлифовального круга. Так, выпуклая передняя поверхность получается при заточке червячных фрез с крутыми канавками (со > 10°) кругом конической формы (см. рис. 158,е). Ж Ж Ж Jh ж W ж Mf Рис. 160. Влияние погрешностей заточки передней поверхности червячной фрезы на форму зуба фрезы и колеса: а - правильная заточка, б - нерадиальность с поднутрением, е - с отвалом, г - ошибки деления Погрешность непрямолинейности снижается с уменьшением диаметра и угла конуса 26 шлифовального круга, а также высоты профиля и угла наклона канавок червячной фрезы. Эта погрешность приводит к искажению профиля фрезы, а следовательно, и нарезаемого колеса. 3. Ошибки деления создают неравномерное расположение зубьев по окружности и вызывают биение режущих кромок фрезы. Эти ошибки связаны с неточностью делительного диска или нестабильностью работы делительного механизма. 4. Неправильный шаг винтовой передней поверхности приводит к конусности фрезы и биению режущих кромок. Такая погрешность возникает при небрежной настройке или износе механизма образования спирали (винтового движения фрезы). При заточке червячных фрез особое внимание следует уделять состоянию центровых гнезд и биению оправок. Долбяки с прямыми зубьями затачиваются по передней поверхности методом круглого шлифования (рис. 161,о). Эта опера- Установим охранное оборудование. Тел. . Звоните! |