
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 ция выполняется на универсально-заточном станке с использованием приспособления для круглого шлифования, на универсально-шлифовальном станке или плоскошлифовальном станке с круглым столом. 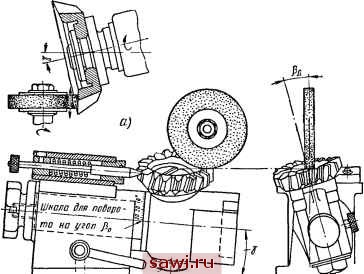 Рис. 161. Заточка долбяков: а - прямозубого, б - косозубого для косозубых колес Заточка косозубых долбяков сложнее заточки прямозубых, так как у каждого зуба (а иногда и у каждой режущей кромки) своя передняя поверхность и каждый зуб затачивается отдельно. Косозубые долбяки для косозубых колес затачиваются периферией круга прямого профиля методом плоского шлифования (рис. 161,6). В качестве делительного диска часто используется сам затачиваемый долбяк. § 3. ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАТОЧКИ ЗУБОРЕЗНОГО ИНСТРУМЕНТА Дисковые зуборезные фрезы, прямозубые долбяки и косозубые долбяки для косозубых колес, как правило, затачиваются на универсально-заточном станке с использованием стандартных приспособлений. Даже специальные приспособления для заточки косозубых долбяков для косозубых колес на универсально-заточном станке достаточно просты в настройке и эксплуатации. Для высококачественной заточки червячных фрез требуются либо спе- циальные приспособления к универсально-заточному станку, либо специализированное оборудование. Наиболее простым, но недостаточно точным приемом, используемым для заточки червячных фрез класса не выше С, является заточка фрез по копиру (рис. 162). Копир 1 выполняется с максимально возможной точностью с тем же числом зубьев и шагом винтовых канавок, какие должны быть на фрезе 2. Копир и фреза насаживаются на одну оправку 3, устанавливаемую в центрах. К передней поверхности копира подводится упорка 4. Заточка производится аналогично заточке обычных цилиндрических фрез с винтовым зубом, т. е. с ручным прижимом зуба копира к упорке. Такой прижим даже при точном копире создает значительные по- 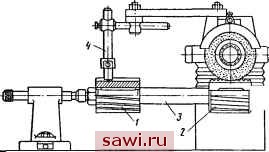 Рис. 162. Заточка червячиои фрезы по копиру на универсально-заточ- иом станке: / - копир, 2 - фреза, 3 - оправка, 4 - упорка грешности в шаге винтовых канавок фрезы. К недостаткам этого метода заточки относится необходимость иметь большое количество копиров в соответствии с числом типоразмеров фрез. В современных станках и приспособлениях для заточки червячных фрез винтовое движение фрезы создается с помощью специальных механизмов. Поступательное движение стола преобразуется во вращательное за счет реечной передачи. Шаг винтовых канавок настраивается посредством поворотной копирной линейки или сменных зубчатых колес. На рис. 163 показано гидрофицированное приспособление П-52 к универсально-заточному станку модели ЗБ642. Приспособление состоит из двух основных узлов: бабки 1, устанавливаемой на стол станка, и кронштейна 6, закрепляемого на нижних салазках суппорта. Внутри бабки на радиально-упорных подшипниках закреплен шпиндель 2, в переднем конце которого устанавливается центр. Задний конец шпинделя имеет посадочный конус для установки оправки со сменным делительным диском. Число пазов диска соответствует числу зубьев фрезы. Механизм образования спирали устроен следующим образом. На кронштейне 6 закреплена конирная линейка 7 с настраиваемым углом поворота до ±50°. Копирная линейка охватывается ползуном 9, который через тягу 10 перемещает две стальные ленты, охватывающие барабан, закрепленный на шпинделе 2. Поступательное движение лент преобразуется во вращательное движение шпинделя и фрезы. Если конирная линейка установлена на нуль, она располагается параллельно направлению продольной подачи tтoлa. В этом  Рис. 163. Приспособление П52 для заточки червячных фрез на универсально-заточном станке: ; - бабка, 2 - шпиндель, ,5 - приспособление для правки круга, 4 - задняя бабка, 5 - маховичок настройки угла, 6 - кронштейн, 7 - копирная линейка, 8 - маховичокподачи, 9 - ползун, tO - тяга случае тяга не получит поперечного перемещения и шпиндель не будет поворачиваться. Таким образом ведется заточка прямозубого инструмента. Если конирная линейка установлена под некоторым углом, то любое продольное перемещение стола вместе с бабкой, тягой и ползуном при неподвижной конирной линейке приведет к поперечному смещению тяги и повороту шпинделя через барабан со стальными лентами. Угол поворота копирной линейки при настройке определяется но специальной формуле. Для поворота линейки служит маховичок 5. Круговая подача фрезы на глубину шлифования осуществляется маховичком 8, при повороте которого происходит перемещение конирной линейки вместе с ползуном, тягой и лентами. Установим охранное оборудование. Тел. . Звоните! |