
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 наконечник к противоположной стороне профиля. Поворотом фрезы устанавливают на микромере ту же величину отклонения, что и до смещения. t рейиа 2рейка 3рейка iipeuKa 5рейка  5\рейнабрейка Трейка Врейка Иаконечник переметается к протиВаполомной режущей кромке © © О Рис. 169. Сдвиг контактной точки измерительного наконечника относительно боковой режущей кромки в разных канавках фрезы На приборе типа 17000 можно проверять также радиальность и прямолинейность передней поверхности (рис. 170). При этом измерительный наконечник 4 при помощи концевых мер длины устанавливают так, чтобы он двигался в осевой плоскости фрезы. Шкала микромера / устанавливается на нуль. Переднюю поверхность фрезы подводят к измерительному наконечнику, давая микромеру натяг на полный оборот с доведением стрелки до нуля. Перемещая измерительную каретку 2, следят за показаниями микромера I и индикатора с?. Передний угол вычисляется по формуле  Рис. 170. Измерение радиальности и прямолинейности передней поверхности на приборе типа 17000: / - микромер, 2 - каретка, 3 - индикатор, 4 - измерительный наконечник где а показания микромера; I - показания индикатора. При контроле шага винтовых стружечных канавок на приборе типа 17000 узел измерительной каретки перемещается вдоль оси фрезы, которая посредством синусной линейки получает угловой поворот, необходимый для воспроизведения теоретическо- го шага винтовых канавок. Измерительный наконечник, касающийся передней поверхности на среднем диаметре фрезы, фиксирует отклонения фактического шага стружечных канавок. Отклонение шага винтовых стружечных канавок можно определять также на универсальном микроскопе. У прямозубого долбяка лекальной линейкой следует проверить прямолинейность передней грани, любым угломером, например маятниковым, - величину переднего угла и индикатором - торцовое биение передней поверхности на делительной окружности. Биение кромок не должно превышать 0,02 и 0,04 мм для долбяков классов А и В соответственно. У косозубых долбяков для косозубых колес проверяют углы у и Ра, характеризующие положение передних поверхностей (используются обычные приборы для измерения углов), а также биение режущих кромок на делительной окружности. Косозубые долбяки для шевронных колес имеют также специфическую проверку биения режущих кромок на разных сторонах зуба. Контрольные вопросы 1. Для чего применяются зубчатые передачи? 2. Что такое модуль и делительная окружность зубчатого колеса и какой зависимостью они связаны? 3. Почему дисковые зуборезные фрезы изготавливают наборами? 4. Чем отличается червячная фреза от червяка? 5. Чем отличается зуборезный долбяк от зубчатого колеса? 6. По каким поверхностям изнашиваются и по каким затачиваются зуборезные инструменты? 7. Какую форму должен иметь шлифовальный круг при заточке червячных фрез с винтовым зубом? 8. Какие погрешности возникают при заточке червячных фрез и как они влияют на работу фрезь! и профиль нарезаемого колеса? 9. Как регулируется угол наклона спирали в приспособлении П28 к в полуавтомате мод. 3662? 10. Чем полуавтомат мод. ЗА662 отличается от полуавтомата мод. 3662? 11. Чем отличаются методы сравнительного и абсолютного измерения окружного шага фрезы? ГЛАВА XII ЗАТОЧКА ПРОТЯЖЕК § 1. НАЗНАЧЕНИЕ И ТИПЫ ПРОТЯЖЕК, ИХ КОНСТРУКТИВНЫЕ И ГЕОМЕТРИЧЕСКИЕ ОСОБЕННОСТИ Протяжки являются многозубыми режущими инструментами, применяемыми для обработки отверстий, пазов и наружных поверхностей с простым или произвольным фасонным контуром. При резании протяжками используют только одно, обычно поступатедь-ное движение инструмента, скорость которого является скоростью резания. Движения подачи отсутствуют, а срезание слоев металла осуществляется за счет увеличения высоты или ширины последующего зуба относительно предыдущего зуба протяжки (рис. 171). 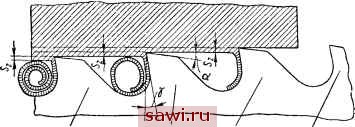 f-й зуВ 1-й зуб 3-й зуб 1-й зуб 171. Схема срезания слоев металла при протягивании Если срезание слоев осуществляется за счет превышения высоты последующего зуба по отношению к предыдущему, то такая схема называется обычной или одинарной (рис. 172, а). Если зубья протяжки разбиты на группы, в пределах которой зубья имеют одинаковую высоту, но различную длину режущей кромки последующего зуба по отношению к предыдущему, то такая схема срезания слоев металла называется групповой (рис. 172, б). В процессе резания стружка размещается во впадине между зубьями, размеры которой должны быть достаточными для полного размещения стружки (см. рис. 171). Протягивание отверстий различной конфигурации с замкнутым контуром называется внутренним протягиванием, а образование наружных поверхностей с незамкнутым контуром с помощью протяжек - наружным протягиванием. Основные типы внутренних протяжек следующие: круглые - для обработки круглых отверстий; квадратные - для протягива- Установим охранное оборудование. Тел. . Звоните! |