
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 ния квадратных отверстий из круглого; шпоночные - для обработки шпоночной канавки; шлиневые прямые или спиральные - для обработки многошпоночных (шлицевых) отверстий; фасонные (эво-львентные, остроугольно-шлицевые и т. д.) - для обработки отверстий фасонного профиля; комбинированные и т. п. На рис. 173 показаны схемы работы некоторых протяжек. Конструкция внутренних протяжек предусматривает следующие составные части (рис. 173, а): Спой, срезаемый зуВоп 3 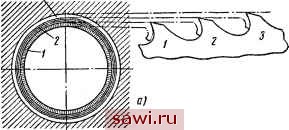 Группа зуВьеВ Группа зуВьеВ  Слой, срезаемый зуВом 1/ ~3 Слой, срезаемый зуВом 3 Рис. 172. Схемы срезания слоев металла при протягивании а - одинарная, б - групповая ХВОСТОВИК / С ДЛИНОЙ /х, предназначенный для закрепления протяжки в патроне; шейка 2 длиной /ш, с переходным конусом 3 соединяющая хвостовик с передней направляющей частью; передняя направляющая 4 с длиной обеспечивающая центрирование ИЛИ направление протяжки в начальный момент работы рабочих зубьев; рабочая часть с длиной /р, состоящая из рабочих зубьев; калибрующая часть с длиной к, состоящая из 4-8 калибрующих зубьев; задняя направляющая часть 5 с длиной /д.н , предназначенная для поддержки и центрирования протяжки при выходе из контакта последних зубьев; задний хвостовик, предназначенный для соединения протяжки с патроном на станках для автоматического протягивания. Для изготовления протяжек применяют в основном инструментальную сталь ХВГ и быстрорежущие стали Р9, Р12 и Р18. Для обработки твердых материалов, имеющих включения, используют сборные протяжки, оснащенные твердым сплавом. Передние углы у протяжек измеряют в плоскости, нормальной к режущей кромке. Чем больше передний угол, тем меньше сила протягивания . Рекомендуемые значения переднего угла (средняя величина) зависят от обрабатываемого материала и вида зубьев (табл. 52).
   Рис. 173. Схема работы основных типов протяжек: а - протягивание отверстия круглой протяжкой, б - протягивание отверстия круглой прошивкой, в - протягивание наружной поверхности тела вращения плоской протяжкой, г - протягивание наружной поверхности тела вращения дисковой протяжкой, д - протягивание наружной поверхности после вращения охватывающей протяжкой, е - протягивание внутренней поверхности тела вращения дисковой протяжкой Задние углы у протяжек измеряются в осевой плоскости, совпадающей с направлением перемещения протяжек при протягивании. Средние значения задних углов зависят от типа протяжки и вида зубьев на протяжке (табл. 53). На всех угловых переходах необходимо затачивать переходные режущие кромки длиной 0,3-0,5 мм. Задние углы на переходных кромках равны заднему углу на основных режущих кромках. На калибрующих зубьях внутренних протяжек для сохранения размера задний угол на ленточке шириной 0,2-1,2 мм равен нулю или выполняется в пределах 0,5-1°. Ширина ленточки на калибрующих зубьях минимальная у первого зуба (0,2 мм) и постепенно увеличивается к последнему калибрующему зубу. Калибрующие зубья не имеют подъема зуба и не снимают стружку. По мере износа и переточки режущих зубьев калибрующие зубья последовательно переводят в режущие путем переточки. Таблица 52 Рекомендуемые значения переднего угла
Для уменьщения щероховатости и получения высокой точности в конце калибрующих зубьев часто делается несколько уплотняющих зубьев. На режущих зубьях протяжек для дробления стружки и возможности ее удаления из впадины вышлифовываются стружкоде-лительные канавки. Угол между сторонами канавки принимается в зависимости от диаметра протяжки в пределах от 45 до 60°. Таблица 53 Средние значения задних углов
Количество канавок на круглых протяжках диаметром от 10 до 80 мм выбирается в пределах от 6 до 36 шт. с таким расчетом, чтобы расстояние между ними было не более 5-7 мм. Ширина канавки - в пределах 0,6 - 1,2 мм, глубина впадины - от 0,4 до 0,8 мм, а радиус закругления дна впадины -- от 0,2 до 0,4 мм в зависимости от диаметра протяжки. Примерно такие же размеры канавок делаются на шпоночных, шлицевых, прямоугольных и плоских протяжках. Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||