
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 Угол наклона р доводочного шпинделя равен заднему углу а на протяжке. Если угол р будет больше угла а, то при доводке придется снимать излишне большой припуск, что увеличивает износ притира и время доводки. Поэтому установку доводочного шпинделя следует выполнять тщательно, чтобы обеспечить при доводке снятие равномерного слоя. Доводка зубьев протяжек производится последовательно: вначале доводят все зубья, имеющие одинаковый задний угол, а затем зубья, имеющие по тем или иным причинам иной задний угол. Припуск после шлифования на доводку оставляют в пределах 0,01-0,02 мм и снимают в две операции: предварительную и окончательную. Предварительная доводка осуществляется металлическими притирами, обычно из серого чугуна с помощью пасты зернистостью М20 из окиси хрома и карбида, бора или синтетических алмазов. Паста наносится тонким слоем и растирается на задних поверхностях зубьев протяжки. Скорость вращения протяжки принимается равной 14-16 mImuh для круглых протяжек и 3-10 mImuh для шлицев ых протяжек. При окончательной доводке снимается припуск 0,002-0,003 л(Л1 и обеспечивается шерохов.атость поверхности в пределах 10-11-го классов чистоты поверхности. § 4. СТАНОК ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК МОДЕЛИ 360М На модернизированном станке модели 360М можно затачивать плоские, круглые и шлицевые протяжки диаметром до 100 мм, длиной до 1500 мм и шириной (для плоских протяжек) до 200 мм. Круглые протяжки при заточке устанавливаются на столе в центрах передней и задней бабок, а плоские протяжки -в тисках или на магнитной плите. Станок имеет необходимые рабочие и установочные движения. На рис. 180 показана кинематическая схема станка модели 360М. Шлифовальный круг получает вращательное движение от двухскоростного электродвигателя с помощью ремня и шкивов Д и Д или Дд. Числа оборотов шпинделя круга следующие: 4000; 6000; 8000; 12 ООО об1мин. Шлифовальная головка устанавливается на колонне, конструкция которой обеспечивает вертикальное перемещение при помощи специального механизма, состоящего из рейки 28, реечной шестерни 27, червячной передачи 25-26 и зубчатых колес 21, 22, 23, 24, кулачковой муфты 29, 30 и маховичка. Перемещение колонны может быть быстрым (4 мм на один оборот маховичка) или медленным (2 мм на один оборот маховичка). Для получения при заточке необходимых передних углов на протяжке шлифовальная головка может поворачиваться вокруг горизонтальной оси при помощи червячной передачи / - 2. Отсчет ЗлдВигатело АВ31-1/ П то о6/мии \, \ ЗштрвдВШатель N-0.7/1,0 иВт 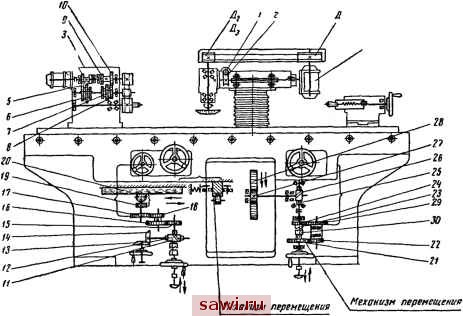 стола колонны Рнс. 180. Кинематическая схема станка модели 360М для заточки протяжек угла поворота шпртделя осуществляется по шкале с ценой деления Г. Шлифовальная головка ножей может также поворачиваться относительно вертикальной оси, что позволяет затачивать плоские протяжки с косым зубом. На станине станка расположен стол, на рабочей поверхности которого закрепляются передняя и задняя бабки и другие принадлежности станка. Перемещение стола можно осуществлять через реечную передачу 19 - 20: быстрое - от большего маховика с помощью зубчатых колес 15, 16, 17, 18, медленное - от меньшего маховика через коническую передачу 13 - 14, червячную передачу , 12 и зубчатые колеса 15, 16, 17, 18. Величина медленного перемещения контролируется при помощи лимба с ценой деления 0,02 мм. Включение быстрого или медленного перемещения производится при помощи валика с кнопкой, управляющего включением муфты с торцовыми кулачками. Передняя бабка станка предназначена для сообщения вращательного движения затачиваемой круглой протяжке от фланцевого электродвигателя. Имеется четыре числа оборотов шпинделя: 105; 180; 290; 500 об/мин, которые можно получить путем перемещения двух скользящих блоков шестерен 5 -6 и 7 -8 в коробке передней бабки в соответствующие позиции. Это обеспечивает зацепление с колесами 3 или 4, 9 или 10 соответственно. Наладка заточного станка заключается в установке шлифовального круга и его правке, настройке величины хода шлифовальной головки, установке затачиваемой протяжки и настройке чисел оборотов шлифовального шпинделя и шпинделя передней бабки. Заточку длинных протяжек следует начинать со средних зубьев при малой интенсивности съема материала. После этого необходимо установить один или два люнета и затем приступать к заточке остальных зубьев протяжки. § 5. КОНТРОЛЬ ПРОТЯЖЕК ПОСЛЕ ЗАТОЧКИ Для контроля переднего угла после заточки можно использовать универсальный угломер или специальные угломеры с набором сменных радиусных шаблонов. При измерении опорная поверхность угломера накладывается на зубья протяжки, а шаблон соответствующим ребром совмещается с передней поверхностью протяжки. У плоских протяжек после заточки по задней поверхности контролируется задний угол и величина подъема на зуб, т. е. разность между высотами двух смежных зубьев. Измерение высоты зубьев осуществляется при помощи микрометра, а измерение заднего угла - при помощи шаблонов или угломера. Установим охранное оборудование. Тел. . Звоните! |