
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 сти. Параметры шероховатости поверхности, достижимые при абразивной обработке, представлены в табл. 5. Количественно шероховатость поверхности оценивается в соответствии с ГОСТ 2789 - 73 следующими параметрами: Ra - среднее арифметическое отклонение профиля; Rz - высота неровностей профиля по десяти точкам; Rmax - наибольшая высота неровностей профиля; Sm - средний шаг неровностей профиля; S - средний шаг местных выступов профиля; tp ~ относительная опорная длина профиля. Все параметры определяются на базовой длине поверхности /. Шероховатость оценивают по профилю, являющемуся линией сечения поверхности (рис. 1,а и б), и задают параметрами шероховатости Ra или Rz. Параметр шероховатости Ra является предпочтительным: Ra = - jy(x)jtJx или Ка = --у;1; Rz = I \ypi\ + I \Уш где Ур, - высота i-ro наибольшего выступа профиля; у,- - глубина i-й наибольшей впадины профиля. Параметры шероховатости зависят от многих факторов. С увеличением частоты вращения круга возрастает число абразивных зерен, участвующих в процессе резания в единицу 5. Параметры шероховатости поверхности, достижимые при абразивной обработке
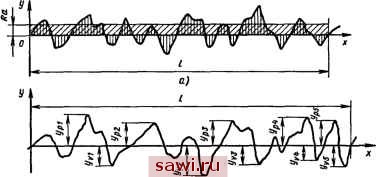 Рис. \. Участки профиля нерояиостей, характеризующих шероховатость поверхности времени, что приводит к уменьшению врезания отдельных зерен и обеспечивает снижение шероховатости. С увеличением подач шероховатость возрастает. За время выхаживания технологическая система возвращается в исходное положение. При этом глубина внедрения абразивных зерен в обрабатываемую поверхность и шероховатость уменьшаются. С увеличением обрабатываемой поверхности время выхаживания возрастает. Оно также увеличивается с уменьшением жесткости технологической системы и режущей способности круга. Натяг и шероховатость в начале выхаживания заметно уменьшаются, а затем процесс замедляется; поэтому время выхаживания обычно ограничивают. С уменьшением зернистости круга обеспечивается снижение шероховатости поверхности. Неравномерная или значительная твердость круга может явиться источником появления вибрации и увеличения шероховатости. При повышении упругих свойств материала связки круга шероховатость обработанной поверхности снижается, особенно при шлифовании кругами на бакелитовой связке с графитовым наполнителем, обладающим смазочным действием. С уменьшением, например, продольной подачи алмаза на один оборот круга шероховатость снижается. Применяя весьма малую подачу алмазного инструмента при правке круга, можно получить шероховатость Ra - 0,16 -г- 0,04 мкм кругом зернистостью 40-25. Однако с уменьшением подачи на оборот круга при правке снижается его режущая способность. Время работы круга после правки зависит от состояния микрорельефа образующей круга. При неоднородном юнаши-вании круга, а также возрастании амплитуды автоколебаний из-за притупления круга, шероховатость увеличивается. При выборе материала абразива без учета свойств обрабатываемого материала шероховатость повышается; например, с уменьшением микротвердости черных металлов высота неровностей профиля возрастает. СОТС способствует уменьшению шероховатости. Загрязнение СОТС приводит к увеличению шероховатости поверхности. При ухудшении состояния станка шероховатость возрастает. При повышенных зазорах в опорах на деталях появляются часто расположенные следы вибращ1и. При биении шпинделя на поверхности детали появляются длинные и редко расположенные следы вибрации. При повышенных требованиях к шероховатости (Ra = = 0,16 0,04 мкм) применяют тонкое шлифование. Необходимыми условиями для его осуществления являются: безвибрационная работа оборудования; плавность малых перемещений рабочих органов станка; тщательная балансировка круга; малые подачи при правке круга (0,01-0,025 мм/об для Ra = = 0,04 мкм, 0,03-0,05 мм/об для Яд = 0,08 мкм, 0,06-0,08 мм/об для i?a = 0,16 мкм); тщательная очистка СОТС; легкие режимы щлифования; мелкозернистые круги на бакелитовой связке с графитовым наполнителем (или круги на глифта-левой связке) на завершающих ходах при припуске 0,02 - 0,05 мкм и исходной шероховатости Ra = = 1,25 0,32 мкм. При тонкой правке нельзя допускать применения затупленного алмазного инструмента. Следует чаще поворачивать алмазную державку, обеспечивая подвод к кругу острых кромок алмаза. По этой причине алмазную державку располагают под углом 5 - 15° к кругу. После правки поверхность круга и направляющие станины рекомендуется очищать жесткой щеткой при обильной подаче СОТС. Круг необходимо править на тех же участках станины, на которых обычно осуществляется обработка. Установим охранное оборудование. Тел. . Звоните! |