
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 Глава 8 ЭКСПЛУАТАЦИЯ ШЛИФОВАЛЬНЫХ КРУГОВ г. БАЛАНСИРОВКА, УСТАНОВКА И КРЕПЛЕНИЕ КРУГОВ Дисбалансом называют векторную величину, равную произведению неуравновешенной массы на ее расстояние до оси ротора е (эксцентриситет). Дисбаланс круга возникает при несовпадении его центра массы с центром вращения. Основными причинами, вызывающими дисбаланс шлифо-валыюго круга, могут быть: неправильная установка круга на планшайбе; погрешность установки планшайбы с кругом на шпинделе станка; погрешности геометрической формы круга; неравномерный износ в процессе шлифования; неравномерное насыщение охлаждающей жидкостью. Даже небольшой дисбаланс круга при большой частоте вращения создает значительную центробежную силу, которая может в несколько раз превысить собственную массу круга и вызвать его разрушение. Дисбаланс круга в процессе работы приводит к ухудшению качества шлифуемой поверхности (появлению огранки и волнистости, шлифовочных прижогов, увеличению шероховатости и другим дефектам), повышенному износу круга в процессе правки, увеличению износа правящего инструмента, преждевременному выходу из строя шпиндельного узла. Для снижения дисбаланса шлифовальные круги подвергают балансировке. Круги диаметром менее 100 мм балансируют непосредственно на станке. Установленный на станке шлифовальный круг вращается вхолостую в течение 5-10 мин. Круг, имеющий биение, правят. Шлифовальные круги диаметром более 100 мм балансируют с помощью специальных устройств. Различают балансировку статическую и динамическую. Ротором называют .аюбую деталь или сборочную единицу, которая при вращении удерживается своими несущими поверхностями в опорах. Статическую балансировку осуществляют на устройствах, которые отличаются формой направляющих. Они имеют форму ножей, призм, цилиндрических валиков / (рис. 1,а) или дисков 2 (рис. 1,6). Для статической балансировки могут применяться также балансировочные весы. Динамическую балансировку кругов осуществляют на балансировочных станках типа мод. ДБ10, 9715. Статическая балансировка осуществляется следующим образом. Шлифовальный круг / (рис. 2), предварительно закрепленный в планшайбе 2, монтируют на оправку 5, которую затем устанавливают перпендикулярно к двум параллельным направляющим 4 балансировочного приспособления с таким расчетом, чтобы круг был равноудален от обеих опорных поверхностей. Направляющие при этом должны быть одного вида и иметь одинаковую площадь поперечного сечения, твердость, соответствующую твердости оправки не ниже HRC 50, и шероховатость поверхности не ниже Ra = 2,5 мкм. Вследствие дисбаланса тяжелая сторона круга оказывается внизу. После остановки круга в верхнюю часть кольцевой канавки, выполненной на боковой стороне планшайбы, устанавливают сухарь 5. Удержание сухаря в планшайбе осуществляется стопорным винтом 6. Круг поворачивают на 90°, и если он не удерживается в состоянии безразличного равновесия, то на планшайбу устанавливают дополнительные противовесы. Процесс повторяют до тех пор, пока шлифовальный круг в любом положении не будет находиться в покое. После правки балансировку круга осуществляют вторично и более тщательно. 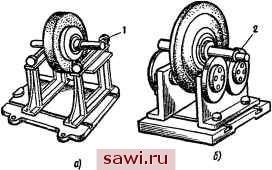 Рис. 1. Устройстоа для статической балансировки шлифовальных кругов 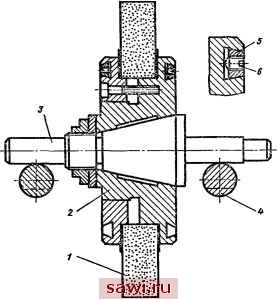 Рис. 2. Схема статической балаисирсвки шлифовальных кругов При контроле дисбаланса круг поворачивают на 90° и устанавливают груз с массой, раыюй допустимо неуравновешенной массе (табл. 1). Если под действием этого груза круг остается в покое или медленно опускается, то круг удовлетворяет требованиям точности балансировки данного класса. Погрешность измерения допустимой неуравповешенности массы круга не должна превышать величины, указанной в табл. 2. Для статической балансировки шлифовальных кругов диаметром 200 - 600 мм применяют балансировочные весы (рис. 3). Перед началом балансировки раму 1 с помощью грузиков 2 и 5 устанавливают в нулевое положение по ватерпасу в продольном и поперечном направлекнях. Шлифовальный круг вместе с фланцами монтируют на специальной оправке и устанавливают ка весы. При этом балансировочные противовесы должны быть сняты с фланца круга. Медленно вращая круг, определяют такое его положение, которое соответствует наибольшему отклонению стрелки 4, и фиксируют это положе- Установим охранное оборудование. Тел. . Звоните! |