
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 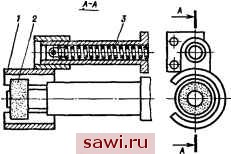 Рис. 7. Конструкция передвижного защитного кожуха, применяемого на внутришлифовальных станках стию, пружина 3 сжимается, пропуская круг в зону шлифования. При выходе круга из зоны резания пружина возвращает кожух в исходное положение. Шлифовальные круги диаметром 150 мм и более для работы с окружной скоростью св. 10 м/с испытывают на скоростях, в 1,5 раза превышающих рабочую скорость. Испытание проводят в специальном помещении, огражденном надежными перегородками, предохраняющими от возможного разлетания частей круга. Увеличивать скорость вращения круга выше той, что указана на круге, недопустимо. 2. МЕТОДЫ ПРАВКИ КРУГОВ. ВИДЫ ПРАВЯЩЕГО ИНСТРУМЕНТА. ОПТИМАЛЬНЫЕ УСЛОВИЯ ИХ ЭКСПЛУАТАЦИИ Результаты абразивной обработки в значительной степени определяются методами и условиями правки шлифовальных кругов. Правка обеспечивает кругу не только правильную геометрическую форму, удаляет с его поверхности засаленный слой абразива и затупившиеся зерна, но также влияет на форму абразивных зерен, число активных режущих зерен, прочность их закрепления в связке инструмента, склонность круга к самозатачиванию. Режимы правки круга существенно влияют на качество поверхности детали, шлифованной таким кругом. Только в результате изменения продольной подачи алмазного инструмента при правке круга шероховатость шлифованной им поверхности может уменьшиться более чем в 100 раз. Рис. 8. Схемы правки шлифовальных кругов: а - обтачиванием (с = 25 ч-- 50 м/с); б - обкатыванием (t) = и = 25 50 м/с); е - шлифованием (D = 25 ч-ч- 50 м/с; 1) = 10 12 м/мин); г - накатыванием (v = v - = 10 4-15 м/с) 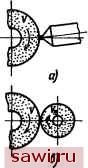  Правка шлифовальных кругов осуществляется следующими методами: обтачиванием, обкатыванием, шлифованием и накатыванием (рис. 8). Правка обтачиванием является наиболее простым и надежным методом, при котором правящий инструмент выполняет роль резца, а скорость обтачивания равна скорости вращения шлифовального круга. При правке шлифовального круга этим методом достигаются высокие режущая способность круга и точность профиля его рабочей поверхности, образуется небольшой разрушенный слой (алмаз обеспечивает срезание абразивных зерен с образованием мелких и острых режущих кромок). В качестве правящего инструмента используют наиболее износостойкий алмазный инструмент. Основные виды алмазных правящих инструментов, применяющихся при правке шлифовальных кругов обтачиванием и другими методами, приведены в табл. 4. Схемы и особенности правки методом обтачивания приведены в табл. 5. Широкое распространение при правке абразивных кругов получили алмазные карандаши. Алмазный карандаш представляет собой стальной корпус цилиндрической формы с хвостовиком, имеющий глухое отверстие, в котором закреплен алмазный элемент. Алмазные карандаши в соответствии с ГОСТ 607 - 80 изготовляют четырех типов: 01 - с алмазами, расположенными цепочкой по оси карандаша; 02 - с алмазами, расположенными слоями; 03 - с алмазами, расположенными на сферической поверхности; 04 - с неориентированным располо- жением алмазов, и трех исполнений: А - с цилиндрическим, В - с коническим, С - со ступенчатым корпусом (табл. 6). Для изготовления алмазного элемента применяют шлиф-порошки из природных алмазов по ГОСТ 9206 - 80 и из синтетических поликристаллических алмазов марки СВК, а также алмазное сырье. В целях повышения износостойкости инструмента, в том числе правящих карандашей, на алмазное сырье предварительно наносят различные покрытия. 4. Основные виды алмазных правящих инструментов Инструмент Назначение Карандаши (ГОСТ 607-80) Алмазы в оправах (ГОСТ 22908-78) Резцы (ГОСТ 17368-79, ТУ 2-037-221-78) Иглы (ГОСТ 17564 - 85) Пластины (ТУ 2-037-230-78) (применяют взамен алмазов в оправе) Гребенки (ТУ 2-037-230 - 78) (применяют взамен алмазных резцов) Бруски прямого профиля (ОСТ 2И73-4-80) Ролики: прямого профиля (ГОСТ 16014 - 78) фасонного профиля (ТУ 2-037-131-82) При круглом наруишом, плоском, внутреннем, бесцеитровом шлифовании, а также иа отдельных операциях профильного, резьбо- и зубошлифования При круглом наружном, плоском, внутреннем, бесцеитровом шлифовании, а также зубо- и шлицешли-фовании и других операциях финишной обработки фасонных поверхностей При зубошлифовании При круглом наружном, плоском, бесцентровом и резьбошлифовании При резьбошлифовании однопрофильными кругами При скоростном и врезном шлифовании дорожек качения колец подшипников При круглом, бесцентровом и торце-шлифовании При плоском шлифовании сегментными кругами и шарошлифоваиии При шлифовании шеек коленчатых валов автомобильных и тракторных двигателей При врезном шлифовании кругами сложного профиля и скоростном шлифовании Установим охранное оборудование. Тел. . Звоните! |