
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158
Внутреннее шлифование Периферией круга методом продольной подачи цилиндрических или конических отверстий Профильной периферией круга методом врезания (беговые дорожки наружных колец подшипников) 6-10 Плоское шлифование Периферией круга методом продольной подачи Периферией круга методом врезания Шлифование торцом круга (чашечного или тарельчатого) методом продольной подачи 10 55 Профильное шлифование Круглое или плоское шлифование профильной периферией круга методом врезания 3-10 3. УСТРОЙСТВА ДЛЯ ПРАВКИ КРУГОВ В массовом и крупносерийном производстве устройства для правки расположены на шлифовальной бабке. Наиболее часто применяемые схемы правки сложнопрофильных шлифовальньк кругов приведены в табл. 17. В условиях единичного и мелкосерийного производства заданный профиль можно получить с помощью съемных приспособлений, устанавливаемых на столе станков. Для правки шлифовальных кругов по прямолинейной образующей, расположенной под углом к оси круга, широко используют приспособление, представленное на рис. 13, а. 17. Схемы правки сложиопрофильных шлнфональных кругов Схема правки Краткая характеристика и назначение Трехсторонняя одновременная правка профиля под различными углами, которые можно регулировать. Проводится индивидуальная настройка каждого правящего инструмента  Правка профиля по радиусу. Величину радиуса регулируют. Проводится настройка на выпуклый и вогнутый профиль Правка профиля по копиру. Профиль копир-ной линейки может передаваться непосредственно на круг или через пантограф. Целесообразна в условиях единичного и мелкосерийного производства  Правка профиля алмазной гребенкой. Правящее устройство отличается простотой. Целесообразна в условиях серийного и массового производства Правка профиля алмазным роликом. Процесс осуществляется методом шлифования или накатывания и отличается высокой производительностью и стойкостью инструмента. Целесообразна в условиях массового производства 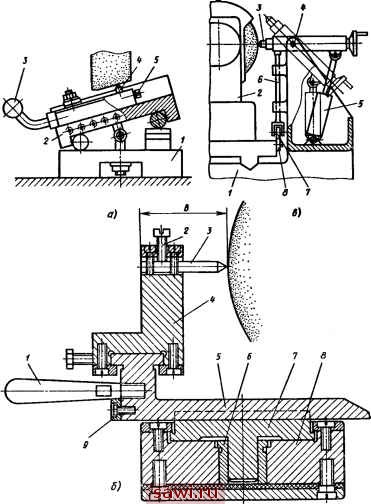 Установим охранное оборудование. Тел. . Звоните! | ||||||||||