
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 Приспособление крепится на магнитной плите плоскошлифовального станка основанием 1, на котором установлена синусная линейка 2. Угол наклона линейки регулируется с помощью плоскопараллельных концевых мер, величина которых соответствует синусу заданного угла. Алмазный инструмент 4, закрепленный в державке стопорным винтом 5, перемещается по направляющим приспособления вручную рукояткой 3. Для правки профиля шлифовальных кругов по радиусу на плоскошлифовальных станках применяют приспособление, конструкция которого показана на рис. 13,6. Правка профиля проводится вручную рукояткой 1, вращающей верхнюю часть приспособления во втулке 6, запрессованной в отверстие плиты 8. Перед правкой алмазный правящий инструмент 3 устанавливают в призматический паз стойки 4 таким образом, чтобы размер В был равен 50 + 0,1 мм. При этом обеспечивается расположение режущей кромки алмаза по оси вращения диска 7 при расстоянии между упором 9 и цилиндрической поверхностью фиксирующего штифта (на рис. 13,6 не показан), равном 75 мм. Затем алмазный инструмент фиксируют винтом 2. Стойка 4 закреплена на салазках 5, которые могут передвигаться по направляющим поворотного диска 7, установленного на плите 8. Настройка приспособления для правки профиля круга по определенному радиусу R осуществляется по размеру А; для выпуклого профиля А, = 15- R мм; для вогнутого профиля вогн = 75 + R мм. Для правки шлифовальных кругов по вогнутому профилю применяют также приспособление (рис. 13, в), состоящее из станины 1, шлифовальной бабки 2, рычага 3, несущего алмазщ,ш инструмент и закрепленного на оси 4. Рычаг 3 может качаться в вертикальной плоскости относительно оси 4. Качающийся гидроцилиндр 5 надежно поджимает рычаг 3 к толкателю 6, ролик 7 которого опирается на наклонную линейку 8, закрепленную с регулируемым углом наклона на шлифовальной бабке. При продольном перемещении шлифовальной бабки 2 ролик 7 катится по линейке 8, перемещая алмазный инструмент. По окончании правки шток гидроцилиндра опускается, переводя рычаг 3, несущий правящий инструмент, в нерабочее положение. Конструктивное выполнение наклонной линейки (поворотной и перемещаемой) позволяет регулировать кривизну профиля круга. Правку кругов со сложной формой профиля в условиях мелкосерийного и единичного производства можно осуществить с помощью съемного приспособления, установленного на столе станка (рис. 14, о). Правящий алмазный инструмент 2 закрепляют в подвижной державке 4, которая под воздействием пружины 5 поджата к копиру б. Поворотом махо- 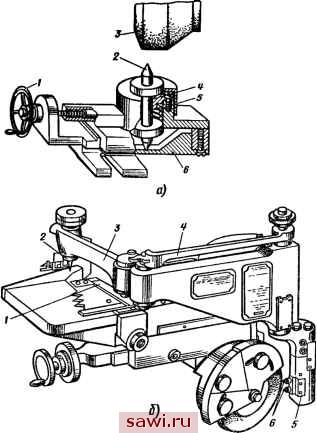 Рис. 14. Приспособления для правки профиля шлифовальньах кругов по копиру: а - съемное; б - пантографного типа 4. ОСОБЕННОСТИ ПРАВКИ АЛМАЗНЫХ И ЭЛЬБОРОВЫХ КРУГОВ Правка алмазных шлифовальных кругов, особенно кругов на металлической связке, представляет значительные трудности по сравнению с правкой абразивных кругов. Для правки алмазных кругов наиболее широко используют методы механического воздействия на алмазосодержащий слой. Наиболее простым и доступным методом правки алмазных кругов является обтачивание абразивными брусками, закрепленными в тисках на столе станка или в специальных приспособлениях. Правка осуществляется при медленном перемещении бруска в продольном и поперечном направлениях относительно алмазного круга. Режимы правки брусками из зеленого карбида кремния (63С) на керамической связке следующие: скорость вращения алмазного круга - рабочая; продольная подача 1-2 м/мин; поперечная подача 0,01-0,02 мм/дв.ход стола. Правку осуществляют с применением СОТС. Характеристика абразивного инструмента для правки алмазных кругов в зависимости от марки алмазов, зернистости и связки приведена в табл. 18. Эффективна правка алмазных кругов на органических связках карандашами МААС. Режим правки: продольная подача 0,2-0,4 м/мин; поперечная подача 0,002 - 0,01 мм/ход. Зерни- вика 1 державка 4 перемещается вдоль копира и передает его профиль шлифовальному кругу 3. Для правки профиля шлифовальных кругов по копиру в условиях мелкосерийного и единичного производства применяют приспособление пантографного типа (рис. 14,6). Траектория движения щупа 2 по копиру 1 передается через системы рычагов 5 и 4 к державке 5 с правящими инструментами 6. В случае, если шлифование осуществляется крупнозернистыми кругами высокой твердости, в державке 5 устанавливают два алмазных резца - для предварительной и чистовой правки. При правке кругов с глубоким профилем алмазный резец для предварительной правки после предварительной операции с приспособления снимают. В зависимости от передаточного отношения пантографа копир 1 изготовляют с пяти- и десятикратным увеличением профиля, воспроизводимого на шлифовальном круге. Установим охранное оборудование. Тел. . Звоните! |