
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 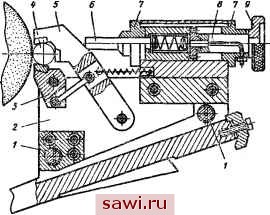 Рис. 5. Конструкция самоцентрирующегося люнета ки 4 крепится к шпинделю бабки заготовки, и на сменные планки 8, положение которых регулируется винтами 7 через кулачки 6. При включении магнита тумблером 9 заготовка торцом притягивается к электромагниту, расположенному в корпусе 1. При шлифовании длинных нежестких заготовок, например ходовых винтов, штоков гидроцилиндров, у которых длина превышает диаметр в 12 раз и более, для уменьшения прогиба применяют дополнительные опоры - люнеты. Чем длиннее и тоньше заготовка, тем больше люнетов необходимо установить. Конструкция люнета, обеспечивающая неиз.менное положение оси шлифуемой детали в процессе обработки, приведена на рис. 5. Люнет устанавливают на столе станка. Опорами для детали 4 служат губки качающихся рычагов 3 и 5, оси которых закреплены на плите 2. Контакт губок с деталью обеспечивается толкателем 6 нажимного .механиз.ма, расположенного во втулке 7, при повороте маховика 9, связанного с валом 8, на котором нарезана резьба. Люнет настраивают по эталонной детали поворотом эксцентриеских валиков 1. Твердосплавные губки люнета пр1ггмрают алмазной пастой по эталонной детали непосредственно на станке. 2. ПРИСПОСОБЛЕНИЯ ДЛЯ БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫХ СТАНКОВ На бесцентрово-шлифовальных станках заготовку не зажимают в специальное приспособление; она свободно опирается на нож или на жесткие опоры. Опорные ножи различных типов приведены на рис. 6. При шлифовании заготовок диаметром до 3 мм применяют ножи из термообработанной легированной стали типа Х12М (ГОСТ 5950-73), а для обработки заготовок диаметром св. 3 мм - ножи из углеродистой стали 45 с припаянными твердосплавны.ми пластинками. При шлифовании ступенчатых заготовок используют ступенчатые ножи. При отделочном шлифовании и полировании применяют ножи с опорной поверхностью нз твердой резины типа эбонита марки А (по ГОСТ 2748-77). Размеры опорного ножа зависят от устанавливаемой заготовки и модели станка. Толщина b ножа должна быть не более 12 мм и иа 1-2 мм меньше диаметра шлифуемой заготовки. Например, при диаметре заготовки 3 - 6,9 мм толщину ножа выбирают равной 2,5 мм, а при диаметре заготовки 7-12,5 мм - 6 мм. Угол скоса ф опорной поверхности ножа зависит от длины и диаметра шлифуемой поверхности. Для заготовки длиной до 100 мм и диаметром до 30 мм угол скоса ф = 30°. При размерах заготовки, превышающих указанные, угол ф уменьшают до 20 - 25°. Установочная и опорная поверхности ножа должны быть прямолинейны (отклонение от прямолинейности 0,01 на длине 1(Ю мм). Длину опорного ножа при продольном шлифовании выбирают такой, чтобы обеспечить вылет передней части ножа из зоны кругов на 1,2-1,3, а задней части ножа - на 0,75 длины шлифуемой заготовки. Форму и размеры опорных ножей при врезном шлифовании также выбирают в зависимости от конфигурации заготовки и мо;1ели станка. При продольном шлифовании для направления заготовки в зону обработки и вывода из этой зоны применяют направляющие линейки. Линейки изготовляют из стали 45. Для обеспечения отклонения от прямолинейности 0,01 на 100 мм длины направляющие и установочные поверхности линеек шлифуют Рис. 6. Опорные ножи длн шлифовании заго-тов<ж: а - диаметром до 3 мм; 6 - диаметром св. 3 мм; в - ступенчатых (врезанием)  Длину линеек выбирают в зависимости от длины шлифуемых заготовок. Для заготовок длиной до 100 мм длина линеек должна быть равной длине заготовки, а для заготовок длиной 100- 200 мм - V-i длины. При выборе длины линеек учитывают также соотношение длины и диаметра заготовок. При шлифовании заготовок малой длины и большого диаметра длину линеек берут больше, чтобы одновременно шлифовать несколько заготовок. Высота линеек зависит от конструкции суппорта, а их толщина - от диаметра заготовок. На Рис. 7. Направляющие линейки для шлифования заготовок диаметром: о - до 12 мм; 6 - св. 12 мм Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||