
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 Продолжение табл. 5 Приспособления Область применения и особенности заготовок Плиты-уголышки  Переходники Для универсальных наладок С поверхностями, имеющими различные углы наклона В отличие от электромагнитных, в импульсных плитах используют литые магниты, а объем обмоток уменьшают на 40- 60%. Минимальные удельные силы притяжения для конструкции импульсных плит соответствуют 450-500 кПа. Плиты с рабочей поверхностью 1250 х 320 мм разработаны на кафедре Технология маншностроения Ленинградского политехнического института. При использовании магнитных или электромагнитных приспособлений детали из ферромагнетиков, например сплавов железа, никеля или кобальта, размагничивают с помощью демаг-нитизаторов. Например, для размагничивания стальных деталей используют демагнитизатор типа Д-1 (ТУ 16-529.425 - 70), а для размагничивания магнитных головок - устройство, изготовляемое по ТУ 107.Ц52.940.000 - 83. При размагничивании чаще используют переменное магнитное поле, убывающее по амплитуде. Из систем размагничивания наибольшее распространение получила конструкция туннельного типа. Заготовки из цветных металлов и сплавов, коррозионно-стойких сталей некоторых марок, пластмасс и других материалов, которые не обладают магнитной проницаемостью, закрепляют на столе станка прижимными планками или фиксируют в приспособлениях (рис. 8). Так заготовку 5 размещают на фер- 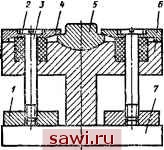 Рис. 8. Праспособлсняе для закрепления заготовок из немаг-питгых материалов на электро-магш!Т!!Ой плите ромагнитном корпусе б под планками 4, через которые пропущены винты 5. На винты навернуты ферромагнитные наконечники 1. При включешт электромагнитной плиты 7 наконечники притягиваются к ней и через винты передают усилие на планки, которые одновременно прижимают заготовку к корпусу и сжимают амортизационные кольца 2, изготовленные из мягкой резины. При отключении электромагнитной плиты амор-тизащюнные кольца поднимают планки и освобождают обработанную деталь. Регулирование силы закрепления заготовки в приспособлении осуществляется перед обработкой путем обеспечения соответствующего зазора между плитой и наконечниками. Закрепление магнитных и немагнитных заготовок сложной формы, включая заготовки с минимальной опорной поверхностью, можно осуществлять в устройствах, в которых использованы магнитно-реологические материалы или композиции. Вязкость этих материалов изменяется под действием магнитного поля. Заготовку помещают в емкость, заполненную маг-1штно-реологическим веществом, таким образом, чтобы обрабатываемая поверхность заготовки оставалась открытой. Затем включают приспособление магнитного типа, на котором установлена емкость. Это обеспечивает фиксацию заготовки в необходимом положении. Заверщив обработку, с поверхности устройства удаляют стружку и абразивную пыль. Магнитное приспособление отключают и легко вынимают обработанную деталь из размягченного вещества. Магнитно-реологическое вещество представляет собой коллоидную взвесь ферромагнитных частиц размером 0,1 -10 мкм (например, карбонального железа) и ферритовых магнито-твердых частиц (препятствующих осаждению и слипанию ферромагнитных частиц) в жидкости (воде, керосине, масле и т. п.) или массе наполнителя. Прочность на сдвиг отвердевщей суспензии достигает 250. кПа. В качестве основы магнитно-реологических композиций могут также применяться пластичные материалы (например, пластилин или мягкие пластмассы), насыщенные в процессе изготовления ферромагнитными частицами (например, из закаленной стали, покрытой от коррозии тонким слоем меди). Нередко возникает необходимость щлифовать плоские заготовки толщиной до 2 мм. Для этого используют следующие приемы. Заготовки, имеющие площадь поверхности до 500 мм, перед шлифованием устанавливают на магнитной плите станка или на стальной ферромагнитной планке толщиной до 5 мм с параллельными плоскостями и заливают их жидкостью, состоящей из растворенной в ацетоне мелкой стружки из оргстекла в соотношении по объему 3 :2. В процессе заливки раствор проникает в зазоры под покоробленные участки заготовок и после затвердевания становится их опорой. При заливке заготовок на магнитной плите последняя должна быть выключена. После шлифования заготовок оргстекло вновь растворяют ацеторюм. Для плотного прилегания тонких (толщиной 0,5 - 2,5 мм) заготовок длиной 40-100 мм и шириной 5 - 15 мм к магнитной плите используют и такой прием. Заготовку покрывают тонким слоем чистого машинного масла или технического вазелина. Вследствие поверхностной энергии смазочного слоя тонкие заготовки притягиваются к столу, и их шлифуют, не включая электромагнит. Длинные и узкие заготовки рекомендуется щлифовать при глубине резания не более 0,01 - 0,02 мм. Для закрепления тонких немагнитных заготовок на плоскошлифовальных станках также применяют электростатические приспособления. Заготовки в этом случае притягиваются к зеркалу электростатической плиты статическими электрическими зфядами противоположной полярности. В основании стола встроен нагревательный элемент малой мощности, поддерживающий температуру на поверхности стола на несколько градусов выше, чем температура окружающей среды, что предотвращает конденсацию влаги из воздуха. Заготовки, устанавливаемые на плите, обязательно должны контактировать с то-копроводящей пластиной. Для надежного закрепления установочная поверхность заготовок должна иметь небольшую шероховатость. По сравнению с магнитными электростатические плиты создают меньшие удельные силы притяжения. Заготовки из стекла, резины, керамики, пластмассы предварительно покрьтают металлическим порошком или электропроводящим лаком. Установим охранное оборудование. Тел. . Звоните! |