
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 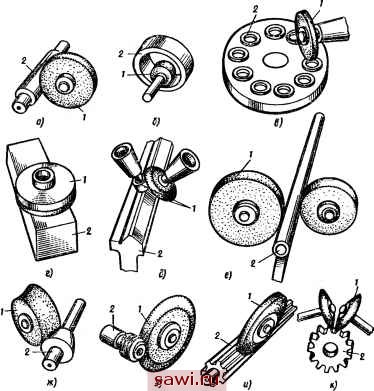 Рис. 2. Схемы шлифоиангш: /-шлифовальный круг; 2 - обрабатываемая деталь тали со скоростью гд. При внутреннем шлифовании крупногабаритных деталей деталь неподвижна, а шпиндель шлифовального круга совершает вращение вокруг оси обрабатываемого отверстия. Диаметр круга при внутреннем шлифовании выбирают наибольшим допустимым диаметром обрабатываемого отверстия. При диаметре отверстия 4)тв = 30 40 мм диаметр шлифовального, круга Д; = 0,95 при (/ =50+150 мм Dk = (0,85 + 0,75)(/<, ; при > 150 мм = 0,5 В табл. 3 приведены основные способы внутреннего шлифования. При бесцеитровом шлифования деталь не закрепляют в центрах или в патроне, а базируют по обрабатываемой или ранее обработанной поверхности. Деталь получает вращение от ведущего круга, окрркная скорость которого в 60-100 раз меньше, чем скорость шлифовального круга. В табл. 4 приведены основные способы бесцентрового шлифования. Плоское шлифование периферией круга осуществляется шлифовальными кругами типа ПП (ГОСТ 2424-83) диаметром 100-500 мм и шириной 8 - 75 мм (реже до 1(Ю мм). Шлифуемые детали в зависимости от материала, формы и размеров крепят на рабочей поверхности основного стола или на электромагнитной плите. При шлифовании торцовых поверхностей применяют широкие круги типов ПВ и ПВД. В целях сохранения рабочей скорости круга постоянной при плоском шлифовании широко применяют станки, работающие торцом круга типа К, ЧК, ЧЦ, ПН, а также сегменты, закрепленные в специальной сегментной головке. В зависимости от длины обрабатываемой детали шлифование периферией круга может осуществляться двумя способами: с продольной подачей (напроход) и врезанием (способ непрерывной поперечной подачи). При шлифовании с продольной подачей одним кругом можно обработать поверхности разной длины; износ кругов происходит более равномерно, что не влияет на точность цилиндрической поверхности детали. При этом способе применяются мягкие круги, не требующие частой правки, так как они работают в режиме самозатачивания, достигается наименьший параметр шероховатости и обеспечивается высокое качество обработанной поверхности. Основные способы плоского шлифования приведены в табл. 5. Профильное шлифование. Шлифование поверхностей деталей, образующая которых является кривой или ломаной линией, называют профильным шлифованием (табл. 6). Резьбо- и зубошлифование применяют при изготовлении резьбонарезных (резьбообразующих) режущих инструментов (метчиков, резьбонакатных головок), ходовых винтов, зубчатых колес и делительных дисков. Резьбошлифование - шлифование боковых сторон и впадин профиля резьбы (табл. 7). Образование винтовой поверхности
Н ~ высота круга, мм Примечание. Созмсшение предварительного и окончательного шлифования в одной операцип целссообр;13но при наличии станка с автоматическим ш1Клом работы, принудительной автоматической правкой круга и возможностью широкого автоматического регулирования режимов шлифования. Установим охранное оборудование. Тел. . Звоните! |