
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 2. Основные способы круглого шлифования периферией н торцом круга Шлифование Технологические особенности Назначение Шлифование пернфернен круга С продольной подачей  Обрабатываемая деталь 2, вращаясь, совершает продольное перемещение вдоль своей оси со скоростью продольного хода, равной минутной продольной подаче круга S p. В конце двойного или каждого хода шлифовальный круг 1 устанавливают в направлении, перпендикулярном к оси детали, на величину снимаемого припуска h, численно равного поперечной подаче S . Перебеги, во избежание завалов по концам детали, должны быть 1=1= 0,ЗЯ (где Н - высота круга); при обработке конических поверхностей деталь поворачивается на угол, равный половине угла конуса Обдирочное и чистовое шлифование деталей большой длины [L > Д (валы, оси, цапфы, сверла, протяжки)] Высокая точность. Невозможность обработки детали по всей длине, так как часть ее зажата в патроне; при шлифовании длинных и тонких деталей необходимо применять дополнительную опору - люнет Глубинное установленным кругом  Разновидность шлифования с продольной подачей круга. Обработку проводят с глубиной резания t = =0,5 5 мм и более и S p > > 100 - 300 мм/мин за один ход. Шлифовальный круг / устанавливают на величину снимаемого припуска h. Подачу детали 2 осуществляют только в одну сторону (например, вправо) с Snp Резание осуществляет коническая часть круга с углом РЗО - 1°45, а цилиндрическая часть круга зачищает обработанную поверхность. При глубинном шлифовании перебеги /, = /j > Я Обдирочное и получистовое шлифование жестких коротких деталей [L = = (58) ] (цапфы, оси, пальцы, валы); шлифование пазов и деталей сложного профиля Совмещение обдирочного и чистового шлифования; высокая производительность обработки, стабильность размеров прошлифованных деталей, достижение заданной точности и параметров шероховатости; благоприятные условия резания и меньший нагрев детали. Особые требования к оборудованию по жесткости и виброустойчивости, а также к подаче СОТС Врезное  Поперечную подачу шлифовального круга 1 на глубину припуска h осуществляют непрерывно или периодически. Деталь 2 не имеет продольной подачи. Для повышения точности и снижения параметра шероховатости кругу сообщают до полнительное осевое колебательное (осциллирующее) движение вправо или влево (до 3 мм) Обдирочное и чистовое шлифование конических н цилиндрических поверхностей при L< Н (шейки валов, цапфы, бурты, кулачки); обра- Повышенная производительность; возможность обработки одновременно нескольких поверхностей двумя или тремя установленными кругами; вследствие большой ширины зоны контакта круга с деталью Шлифование Технологические особенности Назначение Преимущества и недостатки ботка профильных и ступенчатых поверхностей интенсивное выделение теплоты, что требует обильного охлаждения; для достижения требуемой точности необходима частая правка круга Уступами Способ сочетает шлифование с продольной подачей и врезное; шлифование каждого участка детали 2 осуществляется кругом 1 с поперечной подачей на величину 0,9А; вначале шлифуется один участок, а затем соседний с ним с перекрытием участков на 5 - 10 мм. Образующуюся ступенчатость участков устраняют двумя-тремя продольными ходами Обдирочное и чистовое шлифование длинных деталей с L> Н (ступенчатые валы, ступицы зубчатых колес, цилиндрические и конические хвостовики режущего инструмента) Повышенная производительность при обработке длинных деталей; возможность достижения заданной точности и параметра шероховатости поверхности; необходима частая правка круга С подачей под углом (врезное совмещенное) > > 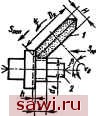 Одновременное шлифование по торпу и диаметру детали кругом /, ось шпинделя которого расположена под углом к оси детали 2 (Р = 45°). Шлифование осуществляют кругом с подачей SnoiPперпендикулярно к оси его вращения; по данной схеме возможно шлифование нескольких шеек и торцов валов одновременно Обдирочное и чистовое шлифование сопряженных поверхностей (цилиндр-торец, конус-торец) относительной небольшой длины L<H/cosfi (торцы и шейки валов, цапф) Высокая производительность с обеспечением заданных точности и качества обработки; необходима частая правка круга Шлифование торцом круга Много- и однопроходное Шлифование осуществляется кругом /, ось которого расположена перпендикулярно к обрабатываемой поверхности детали 2, с подачей Snon на глубину резания. Припуск h снимается за один и несколько ходов; /,=/, = (0,3 О,?)!) Чистовая обработка цилиндрических деталей больших диаметров и длин (L > Н) (например, алмазное шлифование валков прокатных станов, шпинделей, станков и колонн ради-ально-сверл ильных станков) Повышенная производительность, возможность достижения высокой точности и меньшего параметра шероховатости Установим охранное оборудование. Тел. . Звоните! |