
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 Рь...... .....  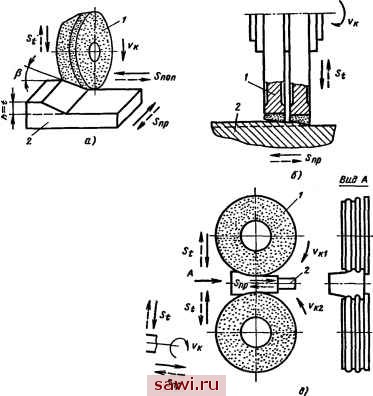 Рис. 4. Схемы глубинного шлифования: в-врезное; на станках: б - плоскошлифовальном; в - круглошлифовальном; г - внутришлифовальном; <) - двухшпиндельном (/ - шлифовальный круг; 2 - деталь) алмазного шлифования (рис. 4, г). При работе по такой схеме круг повернут относительно направления продольной подачи так, чтобы образующая его поверхности располагалась под углом ф. Угол ф зависит от глубины резания t, равной снимаемому припуску, и высоты круга Я: Ф = arcsm 2. СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ТЕХНОЛОГИЧЕСКИЕ СРЕДСТВА (СОТС) И СПОСОБЫ ИХ ПОДВОДА В ЗОНУ ОБРАБОТКИ СОТС предназначены для уменьшения теплообразования и интенсификации отвода теплоты из зоны обработки, для образования в зоне шлифования защитных пленок, препятствующих непосредственному контакту абразивных зерен с обрабатываемой поверхностью, предотвращающих изнашивание кругов и снижающих трение; для удаления из зоны резания отходов шлифования (абразивной пыли и стружки), что сохраняет режущую способность круга и уменьшает число его правок. Правильно подобранное СОТС повышает качество шлифуемой поверхности в результате снижения параметра шероховатости обработанной поверхности, повышения точности обработки и уменьшения поверхностных дефектов (трешин, сколов, прижогов). СОТС для шлифования подразделяют на водные (синтетические и полусинтетические, эмульсии, масляные) и газообразные. СОТС выбирают в зависимости от материала летали, марки абразивного материала, зернистости и связки шлифовальных кругов. Выбор способа, скорости и направления подачи СОТС зависит от условий шлифования, т. е. от зоны контакта круга с деталью, давления, возникающего в процессе шлифования, требуемого воздействия жидкости на зону резания и требований к шероховатости обрабатываемых поверхностей деталей. Чем выше скорость подачи СОТС, тем лучше ее охлаждающее действие. Однако в связи с разбрызгиванием и ухудшением условий труда количество подаваемой жидкости не должно превышать 8 л/мин на каждые 10 мм высоты круга при правильно выбранном сечении трубопроводов. При глубинном врезном шлифовании на двухшпивдельных станках обработка проводится за один или несколько переходов круга в зависимости от глубины шлифования и требуемого качества обработанных поверхностей. За одну установку можно обработать несколько деталей. Отклонение от плоскостности после обработки поверхностей составляет 0,003 - 0,004 мкм; /?а = 0,63- 1,25 мкм. Охлаждающее действие СОТС во многом зависит от температуры самой жидкости: чем она ниже, тем лучше охлаждение. Так как при прохождении СОТС через зону обработки у детали отбирается часть тепла, то его температура во время шлифования повышается. В табл. 9 приведены виды и составы СОТС для шлифования, а в табл. 10 - СОТС, рекомендуемые для типовых операций шлифования. Способы и средства подачи СОТС должны обеспечивать благоприятные условия контакта жидкости, подаваемой в рабочую зону станка, с рабочей поверхностью абразивного, алмазного или эльборового круга и с обрабатываемой деталью, гарантировать активное участие СОТС в процессе резания. На операциях шлифования трудности при подаче СОТС возникают в связи с наличием воздушных потоков, создаваемых вращающимся кругом. Энергия воздушных потоков настолько велика, что достаточна для отбрасывания струй СОТС от зоны обработки. Простейшими, но малоэффективными способами подачи СОТС при шлифовании являются полив зоны обработки свободно падающими и напорными струями, внезонная подача тонких высоконапорных струй на рабочую поверхность круга, подача СОТС по каналам в круге. Основные способы подачи СОТС и возможные комбинации их с опенкой эффективности приведены в табл. И, а соответствующие принципиальные схемы - на рис. 5. Подачу СОТС свободно падающей струей - охлаждение поливом (способ № 1; табл. 11, рис. 5, а) наиболее широко применяют на универсальных круглошлифовальных станках. СОТС подают в зону шлифования центробежным электронасосом через сопло, имеющее щелевое или круговое отверстие. Чаще всего применяют щелевые клиновые сопла (насадки). При этом способе происходит в основном охлаждение шлифуемой детали, поэтому полив используют только при шлифовании деталей на универсальных станках в единичном и мелкосерийном производстве из материалов, обладающих хорошей обрабатываемостью шлифованием (закаленные углеродистые стали). При круглом наружном, внутреннем и плоском шлифовании периферией круга расход СОТС должен быть не менее 8-10 л/мин, а при бесцентровом шлифовании 3 - 6 л/мин на каждые 10 мм длины контакта круга с деталью; при плоском Установим охранное оборудование. Тел. . Звоните! |