
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Технологические процессы шлифования 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 Способ № 5 (табл. И) применяют сравнительно редко изза конструктивных сложностей, главным образом при ленточном и плоском шлифовании, отрезке (разрезке) и в случае опасности появления дефектов (трещин, прижогов) на обрабатываемой поверхности детали, для чего жидкостную ванну выполняют проточной. При струйно-напорном внезонном способе подачи (способ № 6; табл. 11, рис. 5,е) СОТС под давлением подается на рабочую поверхность шлифовального круга вне зоны резания через одно или несколько сопел 4, встроенных в кожух 2. Струи СОТС, обладающие большой кинетической энергией, пробивают воздушный поток, окруткающий шлифовальный круг, и с определенной силой воздействуют на его рабочую поверхность, очищая поры и абразивные зерна от частиц металла. При подаче СОТС с помощью ультразвука (способ № 7, табл. 11, рис. 5, г) на небольшом расстоянии от рабочей поверхности шлифовального круга устанавливают сопло-волновод 5, соединенный с генератором колебаний. Находит ограниченное применение в связи с необходимостью вьщерживать в жестких пределах зазор между торцом волновода и поверхностью шлифовального круга. При контактном способе подачи СОТС (способ № 8; табл. И, рис. 5,Э) на обрабатываемую поверхность детали 5 вне зоны резания непрерывно наносится тончайший слой смазочного материала путем поджима к шлифуемой поверхности мягкого пористого элемента 6. Благодаря чрезвычайно малому расходу (15 - 30 г/ч) можно применять эффективные, но относительно дорогие составы. При гидроаэродинамическом способе подачи СОТС (способ № 9; табл. И, рис. 5,ё) воздушные потоки, создаваемые вращающимся кругом, повышают скорость движения потока жидкости относительно рабочей поверхности круга и шлифуемой детали. Специальными устройствами потока СОТС направляется на рабочую поверхность круга, осуществляя ее очистку, а затем в зону контакта круга с деталью. Расход СОТС 5-6 л/мин на 10 мм высоты круга. Этот способ эффективен при скоростном и обдирочном шлифовании. Загрязнение СОТС при шлифовании приводит к быстрому засаливанию шлифовального круга, а следовательно, и прижо-гам на обрабатываемой поверхности деталей. Существуют несколько методов очистки СОТС. Простейшим является метод естественного отстоя СОТС в резервуарах. Однако этот метод не дает высокого качества очистки. Широко применяют центробежную очистку, осуществляемую в специальных аппаратах. При магнитной очистке наиболее часто используют магнитные сепараторы, систему, снабженную фильтром с пористым наполнителем, а также широкую бумажную ленту, которая расположена на сетке специального бака и периодически перемещается по мере ее загрязнения, а затем выбрасывается вместе со шламом. Наиболее эффективными являются комбинированные системы очистки СОТС. 3. СИЛЫ РЕЗАНИЯ ПРИ ШЛИФОВАНИИ При срезании стружек на абразивные зерна шлифовального круга действуют силы сопротивления металла разрушению - силы резания. При шлифовании различают силы резания шлифовальным кругом и одним шлифующим зерном. Силу резания шлифовальным кругом рассматривают в виде составляющих сил: Ру радиальной (в случае цилиндрической режущей поверхности круга), касательной (окружной) и осевой (подачи) (рис. 6). Сила Ру, направленная перпендикулярно (нормально) к режущей поверхности круга, является реакцией обрабатываемой детали против стремления круга внедрить зерна в обрабатываемую деталь и деформировать ее. Сила Ру при круглом или плоском шлифовании стремится изогнуть шпиндель, на кото-  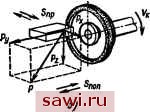 Рис. 6. Силы резания при шлифовании: ром закреплен круг, а при торцовом - прижать шпиндель к осевым подшипникам. Сила направлена параллельно шлифуемой плоской поверхности и касательна к окружности шлифовального круга. Сила Pj, определяет крутящий момент и мощность, которую необходимо затратить на шлифование. Сила Р, действует в плоскости шлифования, вызывая дополнительный прогиб шпинделя. При шлифовании, когда микрорезание осуществляют одновременно большое количество зерен, нормальная сила Р всегда больше составляющей силы Pj причем соотношение между Ру и Р изменяется в зависимости от режимов шлифования ([PylP = (1 3), а Pj = = (0,1-0,2) PJ). Существенное увеличение силы Р по сравнению с силой Р объясняется малым сечением срезаемого слоя металла и наличием отрицательных передних углов у зерен шлифовального круга. Сила резания Р увеличивается с повышением скорости детали, подачи и глубины шлифования, но уменьшается с повышением скорости круга. С уменьшением диаметра в результате износа круга снижается его скорость и возрастает сила Р. С увеличением сил резания при шлифовании возрастают отжатия элементов в технологической системе станок - приспособление - инструмент - деталь (СПИД), увеличивается износ круга и сокращается период его стойкости, повышается температура в зоне резания и в поверхностных слоях детали, увеличивается параметр шероховатости и снижается точность обработки. Силы резания при шлифовании зависят от схемы обработки, свойств материала детали, режимов резания, площади контакта круга с деталью, характеристики абразивного круга, наличия охлаждения и состояния оборудования (жесткости, виброустойчивости) и определяются расчетным путем. Установим охранное оборудование. Тел. . Звоните! |