
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Зубчатые соединения 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90
При НВ < 3500 может быть окончательная обработка. 2) поперечной накаткой при помощи конических зубчатых роликов; 3) наружным протягиванием круглыми протяжками. Конические отверстия получают чаще всего пластическим деформированием (без снятия стружки) специальной конической зубчатой прошивкой - дорном. Часто перед дорнованием предварительно протягивают цилиндрическое отверстие с размерами, несколько меньшими размеров готового отверстия в наименьшем сечении. Торцовые зубчатые поверхности обрабатываются аналогично полуобкатным коническим зубчатым колесам на зубострогальных станках для обработки конических зубчатых колес. Более производительным процессом является наружное протягивание. В некоторых случаях (при невысоких требованиях к точности) применяется чеканка (после горячей штамповки). 2.3< Технологические требования к деталям с зубчатыми поверхностями Сквозные отверстия, обрабатываемые протягиванием, должны иметь с обеих сторон фаски для улучшения условий врезания и во избежание появления заусенцев на торце со стороны выхода 7Упгггр!777Л протяжки. Если фаски /ёуУ /А--г-г нежелательны, допускаются выточки (рис. 2.1). Длина отверстия должна лежать в определенных пределах, ограничиваемых, с одной стороны, минимально допустимым числом одновременно режущих зубьев протяжки, с другой, - длиной протяжки и усилием протягивания. Длина отверстий, а также размеры фасок и выточек приведены в табл. 2.4 и 2.5. Нежелательно расположение зубьев в глубине отверстия (рис. 2.2), так как это требует применения специальных протяжек с удлиненными головной и концевой частями. 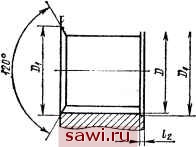 Рис. 2.1. Фаски и выточки в зубчатых отверстиях Таблица 2.4. Элементы (мм) продольного сечения деталей прямобочных соединений (см. рис. 2.1 и 2.6)
Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||