
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Зубчатые соединения 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 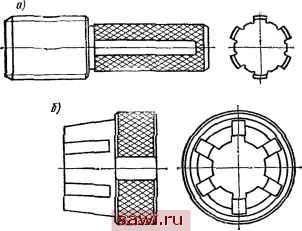  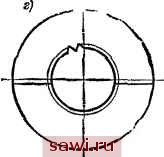 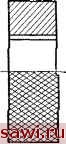 Рис. 2.7. Комплексные калибры Для контроля положения зубчатой поверхности относительно каких-либо базовых поверхностей детали применяют модификации комплексных калибров с центрированием их по базовым поверхностям детали. 2.5. Характерные погрешности деталей зубчатых соединений Погрешности изготовления деталей зубчатых соединений обусловлены двумя основными причинами: ошибками при механической обработке и искажениями вследствие термической обработки (поводкой). Здесь рассматриваются только погрешности, которые сколько-нибудь ощутимо влияют на работу соединения. Ошибки шага наружной зубчатой поверхности возникают вследствие погрешностей кинематической цепи деления станка при зубофрезеровании и зубодолблении или вследствие погрешностей делительного устройства при обработке методом копирования. Ошибки шага в отверстиях возникают вследствие погрешности кинематической цепи деления станка при зубодолблении или как копия ошибок шага протяжки. Ошибки шага стандартами не регламентируются и, следовательно, могут находиться в пределах, допускаемых комплексными калибрами. Предельная ошибка шага может быть оценена следующим образом: для отверстия < бьв; (2.5) для вала АР <: - бьн, (2.6) где бьв - верхнее отклонение ширины паза отверстия; бьк - суммарное отклонение толщины зуба, определяющее номинальную ширину паза комплексного калибра; бьн - нижнее отклонение толщины зуба. Ошибки шага создают разнозазорность в соединении, которая приводит к окружной неравномерности распределения нагрузки. Скошенность зуба вала (рис. 2.8, а) является следствием неправильной установки угла скрещивания осей обрабатываемого вала и червячной фрезы. Скошенность приводит к концентрации нагрузки по глубине захода. 4 Глухарев Е. Г., Зубарев Н. И. 97 Непрямолннейность зубьев валов возникает вследствие погрешностей базирования детали или из-за большого люфта в делительной кинематической цепи станка. Возможная причина - плохое закрепление вала в патроне или поводке. Непрямолинейность приводит к неравномерности распределения нагрузки по длине зуба и относительным перекосам деталей соединения. Искажение профиля поперечного сечения при термообработке (рис. 2.8, б) наиболее ярко выражается у деталей с прямобочным профилем, главным образом, у отверстий. Это явление связано с изменением структуры поверхностного слоя при закалке и увеличением его удельного объема в больигсй степени, чем удельного объема  Рис. 2.8. Погрешности формы вубьев (утрировано) сердцевины. Искажение профиля может быть почти полностью исправлено прошиванием отверстия и шлифованием диаметра d, но в связи с большим расходом инструмента этот процесс применяется только в массовом производстве при наличии собственного инструментального производства. В большинстве случаев ограничиваются шлифованием диаметра а, а искажение профиля паза компенсируется увеличением его исходной ширины. При этом происходит концентрация нагрузки по глубине захода. Одновременно могут появляться дополнительные ошибки шага, так как все зубья коробятся по-разному. Овальность (эллнпсность) отверстия чаще всего бывает результатом неравномерного нагрева или охлаждения при термообработке. Овальность практически не устраняется при прошивании. Как правило, ей сопутствует искажение профиля. Овальность отверстия приводит к окружной неравномерности распределения нагрузки в соединении. Смещение зубчатой поверхности от номинального положения относительно базовых поверхностей детали - Установим охранное оборудование. Тел. . Звоните! |