
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 токарные станки В машиностроении широкое применение получил токарно-винторезный станок 16К20, на котором можно выполнять различные токарные работы на высоких скоростях. На основе базовой модели станка 16К20 нормальной точности выпускают еще три модели, имеющие одинаковые кинематические схемы и унифицированную конструкцию: 16К20П - станок повышенной точности; 16К20Г - станок нормальной точности с выемкой в станине; 16К25 - облегченный станок нормальной точности с больщим диаметром обработки. При использовании этих станков учитывают их специфику. Например, станок 16К20П является моделью повышенной точности, и поэтому его не используют для черновой обработки. Важным фактором для точности станка является его правильная установка на фундамент. В горизонтальной плоскости выверку станка осуществляют уровнем, установленным в средней части станка пара.плельно и перпендикулярно оси центров при оспаб-пенных фундаментных бсптах. В .пюбом из этих пспожений отклонение не должно превышать 0,04 мм на длине 1000 мм для станков 16К20. В станке применено автоматическое централизованное смазывание шпиндельной бабки и коробки подач. Ежедневно перед нача.тюм работы нужно проверять по указателю уровень масла в резервуаре. Уровень масла контролируют также в емкости для автоматического смазывания механизма фартука. Техническая характеристика станка I6K20 Расстояние между центрами (РМЦ), мм . . . . 710, 1000, 1400 н 2000 Нанбапьшнй диаметр заготовки, мм: над станиной . . . 400 над поперечными салазками суппорта . ... 220 Нанбольшнй диаметр обрабатываемого прутка, мм .... 50 Частота вращения шпинделя, об/мнн ..... 12,5...1600 Подача, мм/об: продапьная . . . , 0,05...2,8 поперечная..... , . . , , 0,025...1,4 Шаг нарезаемой резьбы: метрической, мм ..... 0,5...112 дюймовой, число ннток на 1 . 56...0,25 Мощность электродвигателя главного привода, кВт . . 10 Максимальная масса заготовки, кг, устанавливаемой: в патроне . . . ... в центрах ...... Конус отверстия шпинделя Цена одного деления лнмба суппорта, мм: при продольном перемещении . . . при поперечном перемещении . . Резцовые салазки Наибольший угол поворота, . . . Цена деления шкалы, . ... лимба мм ... . Наибольшее сечение державки резца, мм Выссгга от опорной поверхности резца до оси центров, мм Задняя бабка Коническое отверстие в пинолн Цена деления лимба, мм 500 1500 Морзе № 6 1 и 100 0,05 ±90 1 0,05 25X25 Морзе № 5 0.1 Органы управления станка 16К20 (рис. 2): 1 - рукоятка частоты вращения шпинделя (четыре фиксированных положения при повороте рукоятки в вертикальной плоскости и три промежуточных положения при нарезании многозаходных резьб); 2 - рукоятка частоты вращения шпинделя (шесть фиксированных положений при повороте рукоятки в вертикальной плоскости; на рукоятке нанесены цифры от 1 до 6); Переднип ffafffta Резцедерупатель Задняя ffaffm 25 ZJ 22 21 20 19 / IB 77 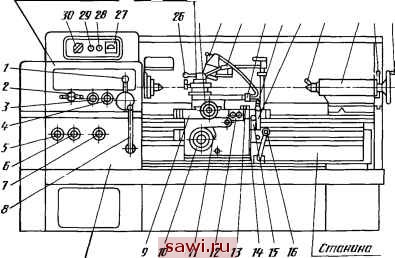 Рис. 2. Органы управления станка 16К20 3 - рукоятка установки шага резьбы и положения для деления многозаходных резьб (три фиксированных положения при повороте рукоятки в вертикальной плоскости); 4 - рукоятка нарезания правой и левой резьб (два фиксированных положения при повороте рукоятки в вертикальной плоскости); 5 - рукоятка установки подачи и шага резьбы (четыре фиксированных положения, обозначенных римскими цифрами); 6- рукоятка установки подачи и типа нарезаемой резьбы (четыре фиксированных положения при повороте рукоятки в вертикальной плоскости); 7 - рукоятка установки подачи и шага резьбы и отключения механизма коробки подач (четыре фиксированных положения, обозначенных латинскими буквами А. В, С. D и два промежуточных, обозначенных стрелками). Переключение рукояток / ... 7 производить, когда рукоятки 8 и 16 установлены в средних положениях. При затруднении переключения рукоятки повернуть шпиндель вручную. 8-рукоятка управ-пения фрикционной муфтой главного привода, сблокированная с рукояткой 16 (три фиксированных положения: среднее - муфта выключена, тормоз выключен; перемещение на себя и поворот рукоятки вправо - включение прямого вращения шпинделя; перемещение на себя и поворот рукоятки влево - включение обратного вращения шпинделя; пользоваться при включенном выключателе 30 и после нажатия черной кнопки Пуск на пульте 12); 9 - кнопка золотника смазывания направляющих каретки и поперечных салазок суппорта; 10-маховик ручного перемещения каретки (вращение против часовой стрелки - перемещение каретки влево; по часовой стрелке-вправо; пользоваться только при отвернутом болте 13, включенной рукоятке и выключенных рукоятках 15 и 20); и - рукоятка переключения реечной шестерни (перемещение от себя - сцепление шестерни с рейкой; на себя - расцепление; сцеплять шестерню с рейкой только при выключенной рукоятке 15; при затруднении переключения рукоятки повернуть маховик 10); 12 - пульт переключения электродвигателя главного привода (нажатие черной кнопки - включение электродвигателя; нажатие красной - выключение; черную кнопку нажимать только при включенном выключателе 30); 13 - болт крепления каретки на станине (поворот бо.пта по часовой стрелке - закрепление каретки, против часовой стрелки - открепление; каретку закреплять при транспортировании станка и тяжелых торцовых работах); Установим охранное оборудование. Тел. . Звоните! |