
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 Упорный пслпачом 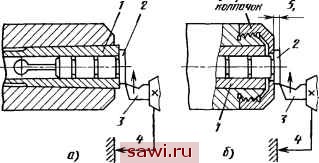 Рис. 36. Схема обработки в цанге с упором без колпачка (а) и с упором, имеющим колпачок-ограничитель (б) ОДИН рабочий ход (рис. 36, а) Поскольку палец имел допуск по диаметру, заготовка вместе с цангой при зажиме перемещалась на разную величину относительно упора. Брак доходил до 25 %. Для устранения брака на шпиндель поставили упорный колпачок (рис. 36, б), который обеспечивал неподвижность при креплении заготовки. Это устройство устранило брак. На рис. 37 показан накатник для нанесения клея на бумагу. Его валик / изготовлен из пенополиэфироуретана. По прежней технологии изготовления на валик диаметром 20 мм наносился клей и навертывался пенополиэфироуретан. Клеем покрывались также торцы пенополиэфироуретана. После высыхания клея в стыке получается твердый шов, снижающий качество накатника. Был предложен новый метод изготовления, по которому прямоугольный кусок пенополиэфироуретана пропитывался водой, после чего замораживался и обрабатывался резанием: в нем сверлили сквозное отверстие диаметром 20 мм и обтачивали на оправке до диаметра накатника 50 мм. Получается пенополиэфироуретановая (поролоновая) втулка, которая после оттаивания и высыхания надевается на покрытый клеем валик, закрепляемый винтами в скобе 2 накатника с рукояткой 5. Точение деталей малых размеров (втулок, шайб, прокладок и т. п.) из пенополиэфироуретана производится после пропитки заготовок воском или парафином. Выточенные детали промывают в горячей воде и высушивают.  Рис. 37. Пенополиэфнроуретановый ролик, изготовленный точением МНОГОЛЕЗВИЙНЫЕ ИНСТРУМЕНТЫ Резервом повышения производительности и качества деталей является применение высокопроизводительных режущих инструментов. Часто полезным является применение комбинированных инструментов. На рис. 38 показан комбинированный резец, способный обтачивать различные наружные и внутренние поверхности. На рис. 39 показан комбинированный резец / для обработки восьми внутренних поверхностей за одну установку. Применение комбинированных резцов не усложняет наладку. Резцы можно устанавливать произвольно без шаблонов. Перемещение их к обрабатываемым поверхностям производится по лимбам. Такие резцы выгодно применять при обработке коротких поверхностей с небольшими колебаниями диаметров. Оригинальным является универсальный резец-столбик / (рис. 40), состоящий как бы из шести резцов 2 - по три на каждом торце. Работать надо всегда острым резцом. При малейшем затуплении столбик поворачивается (переустанавливается) и в работу вступают новые режущие кромки. Резец имеет положительные передние углы и способен одинаково работать как при подаче в сторону как передней, так и задней бабки. Он удобен для нарезания наружных резьб. Переточка резца проста и производится профильным с угловым выступом абразивным кругом 5. Для легкообрабатываемых материалов (алюминиевых сплавов и др.) используют резцы-столбики с передним углом более 45°. При работе таким резцом получается сход стружки без деформации, усадки и образования нароста. При таком переднем угле ларост не удерживается на режущей кромке при любых скоростях резания, что обеспечивает малую шероховатость обработанной поверхности. Силы ре.-<ания малы (рис. 41, а).  Рис. 38. Комбинированный резец для точения наружных и внутренних поверхностей заготовок: кружками обозначены режущие кромки резца и соответствующие обрабатываемые поверхности  Рис. 39. Комбинированный резец для точения восьми внутренних поверхностей при одной установке детали Увеличение переднего угла (рис. 41, б) уменьшает силы, действующие на режущий инструмент. Надостатком резцов с большим передним углом является образование сабельной, малозавивающейся стружки, но прочность заостренного резца при малых силах резания достаточна. Для ломания стружки приходится перед точением тем же самым резцом делать кольцевые или винтовые надрезы на обрабатываемой поверхности. Резцы-столбики следует применять при чистовом точении. При чистовом точении шероховатость поверхности вследствие образования канавок износа (проточин) глубиной до 20 мкм на режущей кромке у вершины резца снижается. Автором установлено, что образование этих канавок подчиняется закономерностям, не зависящим от материала детали и инструмента, а зависящим главным образом от величины подачи. Края стружки истирают инструмент, образуя две канавки на режущих кромках. Меняя подачу, можно увеличить время до появления этих канавок, а следовательно, и стойкость инструмента. Работа сверл зависит от методов заточки и крепления, вида СОЖ и т. д. Стойкость инструмента (в минутах) до затупления равна примерно двум его диаметрам (в миллиметрах). Например, сверло диаметром 10 мм имеет стойкость 20 мин. Стойкость зависит от качества заточки. Например, стойкость сверл при 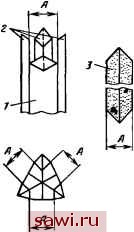 Рис. 40. Резец-столбик с шестью вершинами 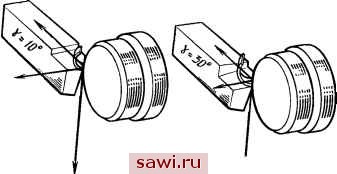 а) Г ) Рис. 41. Схема сил резания в зависимости от переднего угла Установим охранное оборудование. Тел. . Звоните! |