
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 в том, что оставшиеся после точения или шлифования неровности поверхности выглаживаются перемещающимся по ней алмазным инструментом, в результате чего достигаются шероховатость поверхностей 0,16... 0,04 мкм и упрочняющая пластическая деформация поверхностного слоя. По сравнению с другими методами наклепа (шариком или роликом) алмазное выглаживание обеспечивает наименьшую толщину наклепанного слоя с наибольшей его твердостью. Алмазный инструмент представляет собой запаянный в стальном стержне алмаз с рабочей частью в виде сферы радиусом 0,5... 4 мм. Алмазным инструментом совершаются те же движения, что и обычным резцом. Обработка протекает без снятия стружки при усилии вдоль оси инструмента 100 Н. Алмазным выглаживанием можно обрабатывать различные металлы и сплавы. Для выглаживания более твердых (закаленных) материалов применяют меньшие значения радиусов сферы алмазного инструмента и большие давления инструмента на заготовку. Принято считать, что выглаживанию подвергаются все материалы, кроме титана, ниобия и циркония. На практике часто приходится обрабатывать титановые сплавы, для выглаживания которых автор рекомендует применять в качестве смазочного материала смесь масла Индустриальное-20 с порошком дисульфида молибдена. В качестве выглаживателя следует использовать стальной шарик. Наилучшим материалом для выглаживателя является природный алмаз. Достоинством алмаза по сравнению с другими инструментальными материалами являются высокая твердость и сопротивляемость истиранию, низкий коэффициент трения по металлу, высокая теплопроводность, малый температурный коэффициент расширения и хорошая полируемость. Стойкость алмазного инструмента при выглаживании легированных сталей, трудно поддающихся обработке резанием, составляет 30... 50 ч машинного времени. Алмаз является анизотропным материалом (твердость в разных направлениях неодинакова). При неправильной ориентации кристалла алмаза к направлению истирания стойкость его снижается. Переточку инструмента обычно производят тогда, когда на рабочей поверхности алмаза уже образовалась площадка износа диаметром 0,3 ... 0,5 мм. Это нежелательно, так как при появлении даже небольшой площадки износа затрудняется восстановление сферической формы рабочей поверхности алмаза и снижается его долговечность. Автором установлено, что алмаз в отличие от других твердых материалов продолжительное время работает без следов износа. Износ после долгой работы алмаза начинается с появления едва заметных единичных рисок на рабочей поверхности. Расстояние между рисками равно точно величине подачи при выглаживании. Таким образом, чтобы увеличить долговечность алмазных Быглаживателей, их восстановление следует производить при появлении рисок на рабочей поверхности, не доводя износ до стадии образования площадки [А. с. 393073 (СССР)]. Для удаления рисок нет необходимости в специальных станках и сложных формообразующих приспособлениях. Работу выполняют на вращающемся чугунном диске, шаржированном (насыщенном) мелкозернистой алмазной пастой. Шаржирование надо выполнять не твердосплавной пластиной, а вдавливанием верхним кольцом шарикоподшипника. От твердосплавной пластины карбиды попадают на чугунную поверхность и могут царапать алмаз, что не происходит при действии стального кольца шарикоподшипника. Стойкость выглаживателя снижается при загрязненности обрабатываемой поверхности абразивом или содовым налетом от шлифования. Перед выглаживанием рекомендуется стирать шлифовальной шкуркой с поверхности налет содового раствора после шлифования и протирать ее затем салфеткой. Для переточки выглаживателей из алмазов и других материалов автором рекомендуется приспособление, устанавливаемое на токарном станке (рис. 45). На этом приспособлении можно перетачивать выглаживатели с цилиндрической, сферической, конической и плоской рабочими поверхностями. Переточка производится чугунным притиром 3, закрепленным с помощью гайки 5 и шайбы 4 на скалке 6, установленной в центрах. Неподвижный центр / зажат в кулачках патрона. Для избежания радиального биения конус центра протачивается на месте после закрепления. Крутящий момент на скалку передается двумя штифтами 2, входящими в пазы фланца неподвижного центра. Притир после установки подрезается с торца (со стороны задней бабки) и вновь шаржируется алмазной пастой или порошком. Рабочий механизм приспособления устанавливается в резцедержателе. Колодки 22 и 23 закрепляют винтами крепления резцов. К колодке 23 сбоку с помощью двух винтов жестко крепится корпус, в котором на двух втулках перемещается возвратно-поступательно плунжер с помощью рычага, штанги 26 и водила 25. Водило жестко закреплено на левой цапфе приводного валика 24, расположенного во втулках 21 и получающего вращение от шкива 18. Монтаж приспособления осуществлен с помощью крепежных деталей 12, 15, 16 и 17. Частота вращения приводного валика уменьшена с помощью клиноременных передач через шкив 8, паразитные блоки , 14 со шкивами 9. 10, 19 и 20. На головке плунжера смонтирован угольник 27, в отверстие которого вставляется полуцилиндр 28, / 2 6 7 е s w п 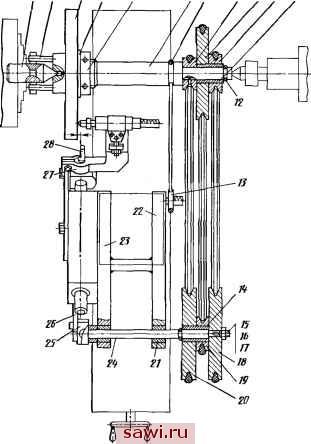 Рис. 45. Приспособление для переточки выглаживателей служащий для настройки приспособления на требуемый радиус доводки сферы или цилиндра выглаживателя. После настройки приспособления полуцилиндр удаляется. В передней части угольника 27 профрезерована призма, в которой закрепляется корпус шпинделя цанги зажима выглаживателя. При переточке выглаживателя с конической или сферической рабочей поверхностью шпиндель приводится во вращение гибким валиком со шкивом 13, получающим вращение от скалки через ремень 7. При переточке полуцилиндра (поверхность боковой стороны цилиндра) или грани гибкий валик снимается и шпиндель фиксируется стопором. Установим охранное оборудование. Тел. . Звоните! |