
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 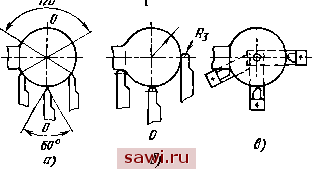 Рис. 51. Приспособления для поступательного (а, 6) и вращательного (в) перемещения резца С приспособлениями с вращательным движением. Непрерывное изменение углов в плане резца при поступательном перемещении его по кривой поверхности детали и износ режущих кромок приводят к искажению геометрии сферы и повыщению шероховатости поверхности. Кроме того, величина поверхности сферы, которую можно обработать без разворота резца, ограничена. Например, при угле в плане 60° можно проточить поверхность сферы не более как под углом 120° (рис. 51, а). Для уменьшения этих недостатков в приспособлениях с поступательным движением резца применяют вместо щупа ролик или сферический наконечник, а на резце затачивают круговую режущую кромку определенного радиуса (рис. 51, б). В этом случае соотношение радиусов выдерживается по формуле где соответственно радиусы: R\ - ролика; - копира; Rz - резца; R - сферы. Замена щупа роликом или сферическим наконечником вносит дополнительные трудности, связанные с изготовлением резцов. В то же время общий недостаток таких приспособлений не устраняется из-за наличия зазоров в механизмах приспособлений. Остается искажение геометрии сферы в зоне оси О - О (рис. 51, о, б). Эти зазоры проявляют себя, когда меняется направление движения механизма, несущего резец, и когда изменяется направление давления на ролик или щуп при скольжении их по копиру. Кроме того, при обработке сферы приспособлениями с поступательным движением резца затруднена возможность контроля ее формы. Для этого, казалось бы, достаточно проточить сферу предварительно и путем измерения убедиться в правильности ее геометрической формы. Но этот прием не дает нужных результатов, так как при предварительной проточке сфера получается искаженной. Измерения без искажений можно произвести только тогда, когда сфера будет проточена до требуемого размера. Приспособления с поступательным движением инструмента не пригодны для выполнения алмазного выглаживания, так как выпуклая рабочая часть алмаза в виде сферы или цилиндра ограничена по размерам и выглаживать она может лишь при неизменной ориентации относительно обрабатываемой поверхности. Приспособления с вращательным движением резца (рис. 51, в) не имеют указанных недостатков. Углы в плане резца остаются неизменными. Износ резца не вызывает искажения формы сферы и может влиять лишь на изменение размера сферы, что легко устраняется поднастройкой станка. Такие приспособления удобны для применения алмазного выглаживания и получают все большее применение. ПРИСПОСОБЛЕНИЯ С ПОСТУПАТЕЛЬНЫМ ДВИЖЕНИЕМ ИНСТРУМЕНТА Приспособления для обработки сфер с поступательным движением резца имеют следующие разновидности: копировальные, шарнирно-стержневые и эксцентриковые с двумя независимыми суппортами. Наиболее распространенными приспособлениями являются копировальные. Принцип их работы основан на прямом или обратном перенесении на заготовку формы копира. Для каждой сферы изготовляют индивидуальный копир. По способу перемещения резца приспособления подразделяют на приспособления электрического, гидравлического, механического и ручного действия. Копировальное приспособление гидравлического действия представляет собой гидравлический суппорт, устанавливаемый вместо верхнего суппорта токарного станка. Копир крепится на задней бабке или станине. Суппорт взаимодействует с копиром при помощи золотниковой следящей системы. Основными частями суппорта (рис. 52) являются насос 5, цилиндр 4, щуп У (устройство для установки копира не показано). Автоматическое продольное перемещение резца осуществляется от ходового валика, а поперечное производится гидравлическим суппортом, в котором цилиндр 4 имеет возможность перемещаться относительно штока поршня 3, закрепленного неподвижно. 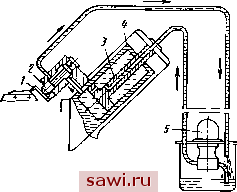 Рис. 52. Схема гидросулпорта При работе гидравлической системы масло от насоса подается по каналу в штоке в цилиндр 4, в котором верхняя полость сооб-шается через отверстие в поршне с нижней полостью, и далее по соединяющему каналу в кольцевое сечение золотниковой системы, затем через трубопровод сливается в бак. Золотником 2 регулируется зазор в кольцевой выточке для прохода масла. Давление масла в верхней и нижней полостях цилиндра уравновешивается, и суппорт относительно штока при этом неподвижен. Такое положение суппорта соответствует обработке цилиндрических поверхностей. При переходе от обточки цилиндра к подрезке торца или к подъему на копире сферической или другой фасонной поверхности рычаг щупа / отклоняется и щель в золотниковой полости увеличивается. Вследствие этого давление в нижней полости цилиндра падает и суппорт начинает отходить вместе с резцом. Это движение образует профиль обрабатываемой поверхности, форма которого соответствует форме копира. В приспособлениях, показанных на рис. 53, а, б, в, резец закреплен в резцедержателе токарного станка, а копир - в пиноли задней бабки (рис. 53, а) или на станине (рис. 53,6, в). В приспособлении, показанном на рис. 53, в, винт поперечной подачи суппорта отсоединен и суппорт вместе с хомутом и щупом постоянно прижимается к копиру пружинным толкателем или грузом, повещенным на тросе, перекинутом через блок. При настройке приспособления, показанного на рис. 53, а, б. необходимо установить копир, ролик и резец так, чтобы точка касания ролика на кривой копира совпадала с идентичной точкой касания резца. Приспособление, показанное на рис. 53, г, закреплено в резцедержателе токарного станка. Копирная планка / соединена с кронштейном 2, закрепленным неподвижно на станине. Принцип работы копировальных приспособлений механического действия состоит в том, что перемещение инструмента в одном направлении осуществляется механизмом подачи, в другом - копиром. Резец описывает кривую, соответствующую образующей сферы. Установим охранное оборудование. Тел. . Звоните! |