
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 из основания 8 с верхним корпусом 5. Основание закрепляется на место верхнего суппорта токарного станка. В корпусе смонтирована червячная шестерня 6 с пазом, имеющим форму ласточкина хвоста . В пазу установлена гайка 9. Суппорты 1 и 3 смонтированы на корпусе 5 и могут перемещаться перпендикулярно друг к другу. Они связаны с червячной шестерней пальцем 2. На конце суппорта / имеется резцедержатель. При врап1ении рукоятки 4 вращается червячная шестерня 6 совместно с эксцентрично установленным пальцем 2, который, будучи соединенным с нижним суппортом 3 через подшипник и с верхним суппортом через бронзовую втул ку 7, перемещает оба суппорта в соответствующем направлении, а вершина резца, закрепленного в резцедержателе, описывает кривую по радиусу сферы. Радиус сферы равен эксцентриситету между осями червячной шестерни 6 и пальца 2. Настройка приспособления на радиус сферы осуществляется с помощью нониуса или измерения расстояния Я смещением гайки 9 вместе с пальцем 2 по пазу червячной шестерни. При помощи такого приспособления можно обрабатывать сферы любой конфигурации - как выпуклые, так и вогнутые радиусом О ... 50 мм. Вместе с тем оно сложно в изготовлении, имеет ручную подачу с поступательным движением резца. Получаемая сфера, как правило, имеет искаженную геометрическую форму, так как на участках, где один из суппортов меняет направление движения, вершина резца начинает двигаться не по окружности из-за зазоров в соединениях, а по какой-то неправильной кривой. Величина этого искажения зависит от точности подгонки движущихся деталей. Полностью же исключить зазоры нельзя, так как необходимо обеспечить скольжение между перемещающимися деталями. ПРИСПОСОБЛЕНИЯ С ВРАЩАТЕЛЬНЫМ ДВИЖЕНИЕМ ИНСТРУМЕНТА В машиностроении применяют большое число различных конструкций приспособлений с вращательным движением инструмента. Наиболее характерные из них могут быть подразделены на приспособления: устанавливаемые в задней бабке токарного станка; с поворотом резцедержателя в горизонтальной плоскости; хоботового типа для выпуклых сфер с поворотом резцедержателя в вертикальной плоскости; типа борштанги для вогнутых сфер. На рис. 56, а показано одно из приспособлений, устанавливаемых в пиноли задней бабки токарного станка (вид сбоку), состоящее из корпуса 7, приваренного к оправке 4, резцедержателя 5, пружины / и тросика 2. Перед обработкой пружина постоянно прижимает резцедержатель к упору 6, закрепленному на корпусе. При обточке заготовки петлю на конце тросика 
 Рис. 56. Приспособление, устанавливаемое в пиноли задней бабки (а) и для точения вогнутых сфер (б) надевают на оправку, закрепленную в резцедержателе станка, и включают подачу. Поперечный суппорт при своем движении тянет тросик, и резцедержатель вместе с резцом 5 поворачивается и обтачивает сферу. Приспособление применяют для обработки выпуклых сфер на деталях типа линз, наконечников и т. п. Для обработки вогнутых сфер на деталях типа матриц, подпятников и т. п. применяют приспособление (рис. 56, б), также устанавливаемое в задней бабке. Борштанга 5 закрепляется своим утолщенным концом на пиноли. Зубцы резцедержателя / находятся в зацеплении с зубчатой рейкой 2, соединенной с колодкой 4. Колодка закреплена в резцедержателе. При поперечном перемещении суппорта рейка поворачивает резцедержатель и резец растачивает сферу. Достоинством приспособлений, закрепляемых в задней бабке, является простота изготовления их и быстрота установки благодаря наличию самоцентрирования. Резцедержатель высвобождается, и при одной установке заготовки можно производить обработку сферы и других ее поверхностей. Но эти приспособления недостаточно универсальны, так как с их помощью можно обрабатывать только те сферы, у которых центр совпадает с осью вращения детали. Приспособления с поворотом резцедержателя в горизонтальной плоскости показаны на рис. 57. Приспособление (рис. 57, а) крепится в резцедержателе токарного станка через угольник 5 двумя болтами. В головке корпуса 4 установлена червячная шестерня 5, соединенная шпонкой с поворотным столиком 2, на котором закрепляется кронштейн / с регулируемым резцедержателем. Приспособление настраивается по высоте путем вертикального перемещения корпуса по угольнику. Приспособление может быть использовано при точении деталей типа шар в шаре . 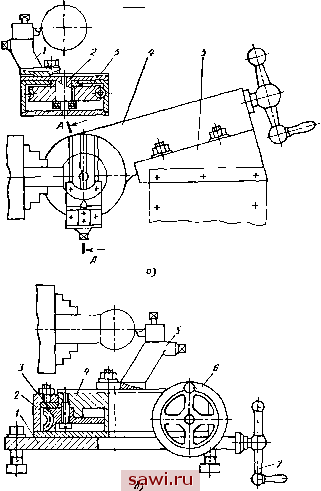 Рис. 57. Приспособление для точения сфер, устанавливаемое в резцедержателе (а) и для точения сфер, устанавливаемое на направляющих станины токарного станка (б) Второе приспособление (рис. 57, б) крепится на направляющих станины токарного станка планками /. В корпусе 2 установлена червячная щестерня 5, соединенная со столиком 4. На столике закреплен кронштейн 5 с регулируемым резцедержателем. Для перемещения в продольном направлении и при врезании резца во время обработки вогнутых сфер верхняя Установим охранное оборудование. Тел. . Звоните! |