
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 часть стоики перемещается по нижней планке вращением рукоятки 7. Резец по высоте регулируется с помощью подкладок. Поворот резцедержателя у приспособления ограничен слева патроном станка, справа - угольником 5, что сужает возможности его применения. Иногда прибегают к развороту резцедержателя против часовой стрелки, но при этом возникает неудобство поворота рукоятки 6. У обоих приспособлений в центре столика имеется точное отверстие, в которое устанавливается щтырь для настройки станка на требуемый радиус сферы. У приспособления, показанного на рис. 57, а, это отверстие используют также для настройки станка с помощью оправки, вставляемой в шпиндель. Рабочая подача осуществляется вручную при вращении червячной пары. Приспособления применяют для обработки выпуклых сфер диаметром О... 170 мм. С их помощью можно обрабатывать и вогнутые сферы при условии, что центр сферы выходит наружу за торец заготовки не менее чем на 1/3 радиуса сферы. Достоинством этих приспособлений является быстрая настройка на сферы различного диаметра. Но наличие только ручной подачи при точении сферы не обеспечивает малую шероховатость обработки, особенно на сферах радиусом более 40 мм. По той же причине невозможно применять на этих приспособлениях алмазное выглаживание, требующее равномерной подачи, равной 0,02 ... 0,07 мм/об. Приспособления хоботового типа для выпуклых сфер с поворотом резцедержателя в вертикальной плоскости показаны на рис. 58. Приспособление, закрепляемое в резцедержателе токарного станка (рис. 58, а), предназначено для обработки небольших сфер радиусом 6... 50 мм. Приспособление представляет собой горизонтально расположенный корпус 6, внутри которого расположен шпиндель с червячной парой 10. Вращение шпинделя осуществляется вручную с помощью маховичка 13 или автоматически от вала 9 с помощью приспособления. Шпиндель смонтирован на двух радиальных подшипниках, натяжение которых регулируется изменением длины втулки 12. На передней части шпинделя закреплено основание 15, по которому перемещается суппорт 3 с резцедержателем / с помощью винта 4. Для придания большей жесткости основание имеет опору в виде сектора 5, привинченного к торцу корпуса 6. При обработке малых сфер резцедержатель при настройке поворачивают на 180°. Установку приспособления по высоте и в горизонтальной плоскости производят с помощью съемного центра 2, вставляемого в отверстие шпинделя. Перемещение приспособления по высоте выполняют вращением винта 7. При этом по угольнику 8, закрепленному в резцедержателе, скользит корпус 6. После 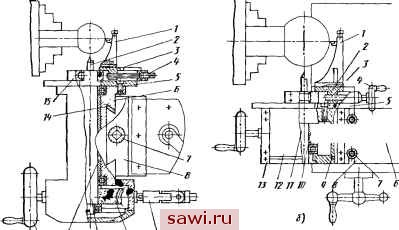 /У n 71 10 Ч a] Рис. 58. Приспособление для точения малых (а) и больших (б) сфер установки приспособления по высоте корпус стопорится затяжным клином 14. Приспособление, закрепляемое на поперечном суппорте вместо верхнего суппорта (рис. 58, б), используют для обработки сфер радиусом до 120 мм. Приспособление, показанное на рис. 58, б, однотипно с рассмотренным приспособлением, но больше по размерам, так как предназначено для обработки крупных сфер. У этого приспособления резцедержатель / имеет ребра жесткости. Нижнее основание 8 приспособления закрепляют на поперечном суппорте болтами 7, входяи;ими в круглый паз суппорта. Для придания жесткости под левую часть основания подведены два домкратика. На основании закреплен корпус 12 болтами 13, которыми производят выверку приспособления по высоте. Болты размеи;ены попарно, и в каждой паре один болт ввернут в основание, а второй - в корпус. Вывертыванием одного болта и ввертыванием другого или наоборот осуи;ествляют подъем или опускание корпуса по отношению к основанию. Шпиндель 11 имеет корпус 5. прилегание которого к опоре регулируется изменением толщины шайбы 9. Маховичок 4 съемный. Для подачи резца применяется червячная фреза 10. Винт 3 служит для перемещения стойки с резцом. Достоинством этих двух приспособлений является удобство работы на них. Автоматическая подача позволяет достигнуть малой шероховатости поверхности точением и применить алмазное выглаживание. Резцедержатель хоботового типа допускает обработку сфер при малом вылете заготовки. Автоматическая подача инструмента при обработке сфер обеспечивается приспособлением, показанным на рис. 59, а. Кронштейн 7 своими фигурными вырезами накладывается на направляющие станины токарного станка и закрепляется болтами б. В отверстие кронштейна вставлен корпус 5. В две бронзовые втулки, запрессованные в корпусе, вставлен валик 4. На нижней части валика закреплена червячная шестерня 8, которая входит в зацепление с ходовым винтом 9 станка. На верхней части валика смонтирована пара конических колес, передающих 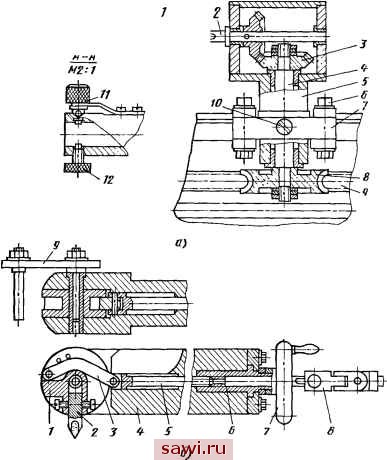 Рис. 59. Приспособление для механической подачи резца при точении сфер (а) и для точения вогнутых сфер с ручной н механической подачей резца (б) Установим охранное оборудование. Тел. . Звоните! |