
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 вращение на шлицевый валик 2. С помощью пружинной защелки и и зажимного винта 12 щлицевый валик соединяется с кулачковым валиком который состоит из нескольких звеньев кулачкового соединения Гука, что обеспечивает плавность передачи вращения. При установке приспособления корпус поворачивается в нужное направление и стопорится винтом 10. Шестерни 3 служат для передачи вращения от ходового винта. Приспособления для обработки вогнутых сфер (см. рис. 59, б) выполнены в форме борштанги. Приспособления такой конструкции позволяют обрабатывать сферы, расположенные в глубине детали. Борщтанга устанавливается в резцедержателе. В ее головной части имеется зев, в котором помещаются резцедержатель и механизм его поворота. Сменные резцедержатели тщательно подгоняют по зеву борштанги. Резцедержатели имеют разные размеры, чтобы иметь малый вылет резца и достаточную жесткость системы. Сами приспособления также изготовляют разных размеров. Обычно применяют приспособления четырех размеров для обработки сфер радиусом до 30 мм: от 30 до 50 мм, от 50 до 90 мм и от 90 до 200 мм. Наиболее простым в изготовлении, но с ограниченным углом поворота резцедержателя (до 120°) является приспособление, показанное на рис. 59, б. В зеве борштанги 4 помещен резцедержатель / в форме диска. В его квадратном отверстии установлен резец 2, закрепляемый двумя винтами. В фасонном пазу резцедержателя помещена серьга 5, соединяемая с резцедержателем посредством шпильки, вставляемой в одно из отверстий. За счет этих отверстий угол поворота резца увеличивается до 120°. Кроме того, сама борштанга вместе с резцедержателем станка может бьгеь повернута под углом до 45° к оси станка или перевернута на 180° в резцедержателе станка с соответствующим поворотом резца. Таким образом, с помощью такого приспособления можно обрабатывать все разновидности сфер в пределах полной окружности. Выдвижение резца на радиус обрабатываемой сферы производится вилкой 9. Вращение кулачкового валика 8 и гайки 6 с маховичком 7 осуществляется посредством приспособления (см. рис. 59, а). При этом перемещаются тяга 5, серьга 3 и поворачивается резец 2, растачивающий сферу. Отвод резца в исходное положение осуществляется или вращением ходового винта в обратном направлении, или вручную маховичком 7. В последнем случае кулпачковый валик 8 отсоединяется. На рис. 60, а показано приспособление, в котором поворот резца на угол до 200° осуществляют зубчатой передачей. В зеве борштанги установлена шестерня-резцедержатель в квадратном отверстии которой эксцентриком 6 закреплен резец. 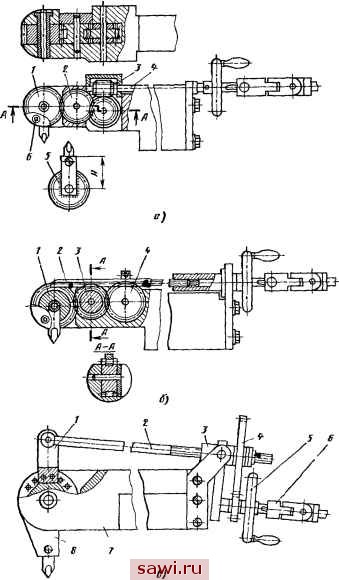 Рис. 60. Приспособление с шестеренчатой передачей для точения сфер (а), с реечной передачей для точеиия сфер (б) и для точеиия вогнутых сфер большого размера (в) Резцедержатель получает вращение от червячной пары 3 через промежуточную шестерню 2. К торцам червячной шестерни прилегают два зубчатых колеса, насаженных на один штифт. Приспособление имеет несколько сменных резцедержателей 5 с различным размером Н. Приспособление устанавливают в резцедержателе токарного станка и предварительно настраивают на радиус обрабатываемой сферы путем регулирования вылета резца. В приспособлении, показанном на рис. 60, б, поворот резца осуществляют посредством рейки 2, находящейся в зацеплении с колесом 4 и свободно проходящей через кольцевые канавки колес 1 и 3. Приспособление, показанное на рис. 60, е, предназначено для обработки вогнутых сфер большого размера. Борштанга 7, закрепляемая в резцедержателе токарного станка, изготовляется более массивной, чем в прежних приспособлениях. В ее зев вставляются сменные резцедержатели 8 различного размера. К резцедержателю привинчена вилка /, которая может занимать три положения в зависимости от требуемого угла поворота. В свою очередь вилка соединена с приводом подачи тягой 2. Привод подачи имеет качающуюся гайку 5, связанную с шестеренной передачей 4, маховичок 5 и кулачковый валик 6. Рассмотренные приспособления имеют ручную подачу посредством маховичка и автоматическую с помощью приспособления, показанного на рис. 59, а. На рис. 61, а показано приспособление, устанавливаемое и закрепляемое в резцедержателе токарного станка. Резец 4 закреплен в диске 2 винтом 5. Рукояткой 3 плавно поворачивается диск. Резец при этом растачивает в заготовке / сферу требуемого радиуса. Получение размеров по 6-му квалитету при обработке внутренних сферических поверхностей достигается с помощью 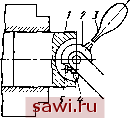 Рис. 61. Приспособление с ручной подачей для расточки сфер (а) и с дисковым плавающими резцом для точения вогнутых сфер (6) Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||