
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40  цингоВш пчгпрпн Нржпосвблеше Рис. 62. Универсальное !!рис!!исоблсние дли точении выпуклых и виднугых дискового резца /, показанного на рис. 61, б. Предварительно сферическую поверхность обрабатывают резцом или фасонной фрезой с оставлением припуска 0,1... 0,15 мм. После этого окончательную обработку выполняют дисковым резцом из быстрорежущей стали. Резец вставляют в паз державки 2, закрепляемой в пиноли задней бабки. Резец, находясь в пазу державки, свободно плавает в одной плоскости и не вызывает разбивку диаметра сферы. Заточку закаленного резца на оправке производят на резьбощлифовальном или другом станке. Диаметр сферы получается равным диаметру резца. Шлифованием можно получить высокую точность размера резца с оставлением ленточки 3 шириной 0,05 мм между поверхностями, расположенными под углом 60°. На рис. 62, а показано универсальное приспособление для токарной обработки выпуклых и вогнутых сфер с автоматической подачей резца, осуществляемой суппортом. Приспособление устанавливают на направляющих станка и закрепляют на них с помощью четырех болтов /. Вращение резца производится при поперечной подаче суппорта посредством рейки 6, привинченной к поперечным салазкам суппорта, и шестерни 3, на торце которой жестко установлен кронштейн с резцедержателем. Врезание резца на требуемый радиус сферы осуществляется вручную рукояткой 5. Приспособление допускает обработку выпуклых сфер диаметром О ... 350 мм и вогнутых диаметром 180... 350 мм. 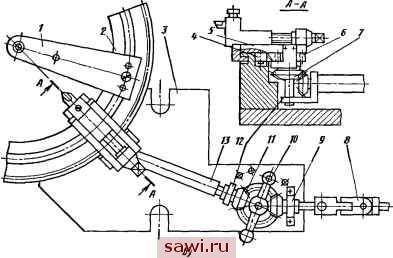 Ефер (а), схема обтачивания сферы штока (б) и приспособление полукольцевого типа (в) На рис. 62, а показана наладка приспособления для обработки вогнутых сферических поверхностей. При обработке выпуклых сфер снимаются стойка 4 и малый резцедержатель. Точная настройка приспособления относительно оси станка производится поворотом эксцентриковой втулки 2. На рис. 62, б показана схема обтачивания сферы штока твердосплавным резцом с передним углом 12°, задним углом 6...8°, главным и вспомогательным углом в плане по 45°. Обработку выполняют за три рабочих хода с 5 = 0,19 мм/об и v=78 м/мин. С помощью данного приспособления можно производить и алмазное выглаживание сфер. Тогда вместо резца устанавливают в резцедержатель приспособление-оправку с алмазным выглаживающим инструментом. На заводах встречаются детали вида роликов, валков, маховиков и пуансонов, у которых центр радиуса сферы значительно смещен от оси симметрии детали. Их обработка затруднена или совсем невозможна рассмотренными приспособлениями с вращательным движением резца. Для обработки сфер такого вида создано приспособление пол у кольцевого типа (рис. 62, в), представляющее собой полукольцо 2, укрепленное на основании 3, которое устанавливают на токарный станок вместо верхнего суппорта. В полукольце имеется кольцевой паз, в который введены два ролика 4, соединенные с суппортом 5. На внешнем ободе полукольца нарезаны зубья, сцепляющиеся с цилиндрической шестерней 6, при вращении которой суппорт перемешается по окружности полукольца. Вращательное движение от ходового винта на шестерню передается приспособлением через кулачковый валик 8, три конические шестерни , штатив 13 и конические шестерни 7. Возврат суппорта после рабочего хода, а также ручную подачу осуществляют с помощью рукоятки 10. В этом случае кулачковый валик 8 отсоединяется. Разворот конических шестерен в нужном направлении по мере движения суппорта по полукольцу обеспечивается благодаря их установке в поворачивающихся кронштейнах 12. Штатив 13 по мере увеличения или уменьшения расстояния от узла трех шестерен до суппорта сдвигается или раздвигается. Настройку приспособления на требуемый радиус обрабатываемой сферы производят с помощью планки /, которая устанавливается на полукольце двумя фиксаторами и закрепляется болтом. На свободном конце планки имеется стержень, центр которого совпадает с центром оси паза. Путем измерения расстояния от центра стержня до острия резца производится настройка на требуемый радиус сферы. После настройки планка снимается. Установим охранное оборудование. Тел. . Звоните! |