
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 в зависимости от расположения обрабатываемой сферы приспособление можно поворачивать по кольцевому пазу суппорта токарного станка. При этом неподвижный кронштейн 9 переставляется в положение, удобное для соединения с кулачковым валиком 8. По высоте резец регулируется прокладками. Для уменьшения вылета резца и увеличения диапазона размеров обрабатываемых сфер изготовляют несколько полуколец с различным радиусом и соответственно в планке сверлится несколько отверстий, в которые переставляется установочный стержень. Путем смены полуколец можно обрабатывать выпуклые сферы радиусом О... 200 мм и более. С помощью такого приспособления можно обрабатывать все разновидности выпуклых сфер, обеспечивая малую шероховатость поверхности и требуемую точность обработки. Зона резания находится близко к опоре, а жесткость приспособления высокая. Таким приспособлением удобно производить алмазное выглаживание. Для этого вместо резца устанавливают алмазный наконечник, имеющий сферическую рабочую поверхность. Если вместо резца установить индикатор, то можно контролировать и измерять сферы после их обработки. Выводы. Наиболее удобными в работе и качественными приспособлениями являются приспособления хоботового типа для выпуклых сфер и приспособления типа борштанги для вогнутых сфер. Однако наличие многообразия взаимного расположения сфер с другими поверхностями детали не исключает применения приспособлений других конструкций. Например, обработку выпуклой сферы детали типа матрицы можно выполнить только с приспособлением копировального типа или с приспособлением, показанным на рис. 55. Для обработки выпуклых и вогнутых сферических поверхностей большого размера у неответственных деталей наиболее целесообразно применять приспособления шарнирно-стержневого типа (см. рис. 54), которые обеспечивают большую производительность. Встречается еще один своеобразный способ обработки выпуклых и вогнутых сфер. Его сущность заключается в следующем. Заготовке сообщают медленное вращение вокруг оси X (рис. 63) с помощью делительной головки или поворотного стола, соединенных с приводом фрезерного станка. Если обработка ведется на токарном станке, то для уменьшения частоты вращения до 1 ... 2 об/мнн меняют шкивы и устанавливают тихоходные электродвигатели или понижающие редукторы. В качестве инструмента для выпуклых сфер применяют вращающийся резец или чашечную фрезу, для вогнутых сфер - грибковую фрезу. Ось заготовки и ось инструмента должны быть совмещены в одной плоскости. В результате вращательных 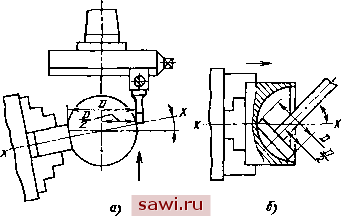 Рис. 63. Схема точеиия сфер вращающимся резцом (а) и вращающейся фрезой (б) движений инструмента и заготовки и относительного перемещения при срезании материала образуется сферическая поверхность. При обработке сферы на токарном станке для вращения резца или фрезы применяют приспособление с электродвигателем, которое устанавливают вместо верхнего суппорта. При этом нужно учитывать, что для каждого заданного размера сферы диаметром D фрезы или величина смещения D/2 резца от оси вращения его должны быть заданного значения. Данный способ обработки сфер имеет ограниченное применение, так как не достигается высокая точность обработки. НАСТРОЙКА ПРИСПОСОБЛЕНИЙ ДЛЯ ОБРАБОТКИ СФЕР Для настройки приспособления для обработки сфер требуется: установить приспособление в такое положение, чтобы центры вращения резцедержателя и обрабатываемой сферы совпадали; получить сферу, заданную чертежом. Рассмотрим виды отклонений сферических поверхностей от круглости, их причины и способы устранения. При работе приспособлениями копировального типа наибольшее искажение сферы наблюдается на участках смены направления движения резца из-за зазоров в механизмах копирования. На точность сферы влияние оказывают также погрешности изготовления самого копира. При работе приспособлениями с вращательным движением резца основной причиной отклонения от круглости сферы является несовмещение центра вращения резцедержателя приспособления с геометрическим центром обрабатываемой сферы. Если сфера получилась бочкообразной формы, то центр приспособления смещен дальще геометрического центра сферы (рис. 64, а), если сфера имеет сплюснутый вид, то центр приспособления приближен к резцу (рис. 64, б). Для определения формы сферы необходимо произвести два измерения размеров по осям и К и сопоставить полученные величины. У бочкообразных сфер размер по оси У больще, чем по оси X, а у сплюснутых - меньще. Эти искажения устраняют путем совмещения центра вращения резцедержателя приспособления с геометрическим центром сферы. Для этого используют два способа. 1. Предварительно протачивают сферу и измеряют ее вдоль осей Л и У. Пусть получилось по оси 36,32 мм, а по оси У 36,68 мм, т. е. сфера бочкообразная. Тогда центр приспособления необходимо переместить в сторону резца. Для этого находят разность измерений, равную 0,36 мм; смещают приспособление, например, на 0,5 мм в сторону резца; снова протачивают сферу и производят измерение в тех же направлениях. Пусть получилось по оси Л 35,96, а по оси У-У 36,08 мм. По оси У размер оказался по-прежнему больще, т. е. сфера осталась бочкообразной. Находим разность измерений, равную 0,12 мм, и определяем, насколько изменилась разность измерений при смещении приспособления на 0,5 мм: 0,36-0,12=0,24 мм. После этого решаем пропорцию: 0,5-0,24 л; -0,12. откуда д;=0,25 мм, т. е. для получения сферы правильной геометрической формы необходимо сместить приспособление в сторону резца на 0,25 мм. 2. Протачивают сферу и измеряют как в первом случае. Пусть получилось по оси Л 58,3 и по оси У 58,12 мм. т. е. сфера оказалась сплюснутой, и поэтому центр приспособления необходимо удалить от резца в сторону центра детали. Разность Рис. 64. Схемы возиикиовения бочко-образности (а) и сплюснутости (б) сфер 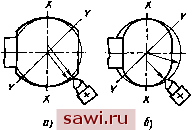 Установим охранное оборудование. Тел. . Звоните! |