
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 измерений 0,18 мм. Вместо резца в приспособление вставляют индикатор и перемещают приспособление по отнощению к заготовке до тех пор, пока стрелка индикатора при движении ножки его по образующей сферы не покажет половину разности измерений. В данном примере показание индикатора по оси X, допустим, соответствует О, а по оси Y должно быть меньше на 0,09 мм. Пользуясь таким приемом настройки приспособления, можно добиться получения сферы большой точности. Настройка приспособления для получения требуемого размера сферы производится различными методами в зависимости от конфигурации самой сферы. Получение размера выпуклых сфер, показанных на рис. 49, б, в, достигается путем последовательных проточек без перемещения приспособления. При этом врезание резца за каждый рабочий ход производится смещением резца к центру вращения резцедержателя. Сферы такого вида легко измерять при обработке и одновременно производить поднастройку приспособления одним из описанных приемов. Выпуклые сферы других видов (рис. 49, а, г - з) целесообразно обрабатывать приспособлением, предварительно настроенным на требуемый радиус сферы. Измерение круглости таких сфер на станке затруднено, и производят его обычно шаблоном. Для получения точных по размеру сфер такого вида (как выпуклых, так и вогнутых) необходимо заранее настроиФь приспособление на требуемый радиус сферы, что достигается установкой режущей кромки резца на расстоянии от центра вращения резцедержателя, равном радиусу сферы. В приспособлениях для обработки выпуклых сфер это расстояние измеряется от штыря, вставленного в центральное отверстие, концевыми мерными плитками или штангенциркулем, а в приспособлениях для обработки вогнутых сфер - с помощью вилки 9 (рис. 59, б). Вилка устанавливается на нужный размер с помощью концевых мерных плиток или микрометра. Для большего удобства в работе и более точной настройки в вилке 9 вместо второго стержня устанавливают индикатор на подвижном кронштейне или микрометрический винт со шкалой от микрометра. Можно воспользоваться и другим способом: в торец державки резца ввернуть винтик с контргайкой; головку винта прижать к резцедержателю; зная диаметр оси резцедержателя, настраивают длину резца на требуемую величину, которая в сумме с полудиаметром оси должна быть равна радиусу сферы. 3. В приспособлении для вогнутых сфер обрабатывается одна из боковых поверхностей, которая принимается за базу; измеряется расстояние от этой базовой поверхности до центра оси вращения резца; при настройке вылета резца приспособление кладется базовой поверхностью на плоскую плиту и рейсмасом или индикатором измеряется вылет резца; при этом резцедержатель должен быть повернут под прямым углом к базовой поверхности; размер от базовой поверхности до острия резца должен быть равен расстоянию от центра оси резцедержателя до базовой поверхности плюс радиус сферы. Для получения точной сферы настройку проверяют пробной проточкой сферы на заготовке, измеряют ее и, если требуется, то настройка корректируется. Установка приспособлений для обработки сфер в нужное положение по отношению к оси симметрии детали производится способами, указанными на рис. 65. Требуется установить приспособление для обработки выпуклых сфер так, чтобы центр  - С 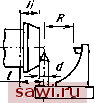 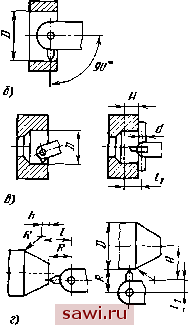 Рис. 65. Схемы для настройки приспособлений вращения его был смещен от торца заготовки на величину Н (рис. 65, а). Для этого в центральное отверстие приспособления вставляется установочный палец. При этом его ось должна быть перпендикулярна к оси шпинделя. Затем подводят приспособление до касания установочным пальцем торца заготовки, для чего пользуются следующим приемом: на установочный палец наклеивают полоску бумаги. Затем включают станок и медленно подводят установочный палец к торцу заготовки до момента срыва бумаги силой трения о заготовку. После этого производят расчет / - величины перемещения суппорта до совмещения с геометрическим центром сферы: где Н - расстояние от торца заготовки до центра сферы; d - диаметр установочного пальца. Пусть требуется установить приспособление по центру станка для обработки вогнутых сфер радиусом R. Для этого прежде всего устанавливают вылет резца от оси вращения резцедержателя на величину R. Затем закрепляют на станке втулку, устанавливают резец под прямым углом к продольной оси станка и растачивают отверстие до диаметра, равного двум радиусам сферы. После этого начинают точить сферу. При этом врезание резца за каждый рабочий ход осуществляется перемещением продольного суппорта. Установку приспособления по оси станка можно произвести и другим способом. Пользуются для этого установочной вилкой, вставляемой в конус шпинделя (рис. 65, б). Сверлят два отверстия, одинаковые с отверстиями в головке приспособления для обработки вогнутых сфер. Затем совмещают отверстия вилки и приспособления, фиксируя пальцем, и таким образом устанавливают приспособление по оси станка. На схеме, показанной на рис. 65, в, требуется проточить сферу радиусом R с глубиной врезания до получения диаметра D\. Ось симметрии сферы смещена от торца заготовки на величину Н. Сначала определяют величину врезания / от начала касания поверхности диаметром D вр получения поверхности диаметром А: /=(/),-/))/2. Затем определяют смещение li суппорта с приспособлением от начала касания установочного пальца приспособления торца заготовки до совмещения оси вращения резцедержателя с осью сферы: /,=Я+-. Установим охранное оборудование. Тел. . Звоните! |