
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 На схеме, показанной на рис. 65, г, требуется совместить центр приспособления с центром радиуса сферы, координаты которого Н н h. Для этого последовательно касаются острием резца вначале торца, а затем образующей диаметром D и определяют при этом величину перемещения приспособления от момента касаний до совмещения с центром радиуса сферы. В первом случае смещение от торца детали l=f(-\-h, где R - расстояние от острия резца до центра приспособления. Во втором случае смещение от образующей составит li=R-\- -Я. На требуемое расстояние суппорт последовательно смещают с приспособлением после каждого касания острием резца поверхностей заготовки. ПРИСПОСОБЛЕНИЯ ДЛЯ ШЛИФОВАНИЯ СФЕР И ИХ НАСТРОЙКА В условиях производства довольно часто возникает необходимость получения сферических поверхностей с шероховатостью 0,32 ... 0,04 мкм. При обработке стальных деталей для получения малой шероховатости поверхностей применяют шлифование с последующим алмазным выглаживанием. Шлифование применяют не только как подготовительную операцию перед алмазным выглаживанием, но и для исправления круглости сферы после термической обработки. Для шлифования сфер используют универсальный шлифовальный станок, который немного нужно переоборудовать. Со станка снимают переднюю бабку. Для увеличения высоты центров при шлифовании сфер большого диаметра снимают верхнюю поворотную часть подвижного стола или поднимают бабку с шлифовальным кругом, устанавливая кольцо нужной высоты между основанием и поворотной частью. На подвижный стол станка устанавливают универсальное переналаживаемое приспособление (рис. 66, а), состоящее из двух секторов 6 и 7, соединенных осью 5. Нижний сектор 6 закрепляется на столе станка, а верхний сектор 7 является подвижным. Он имеет на ободе зубцы, которые соединяются с шестернями, приводимыми во вращение маховичками 8. При вращении маховичков верхний сектор поворачивается относительно нижнего. Во время шлифования малых сфер сектор 7 можно поворачивать рукой. На секторе 7 монтируют сменные приспособления: для шлифования выпуклых сфер с установкой заготовки в центрах и для шлифования вогнутых сфер с установкой заготовки на планшайбе. Заготовка получает вращение через гибкий вал / от передней бабки. В оси 5 имеется отверстие, в которое вставляются вилка с алмазом для правки шлифовального круга по радиусу
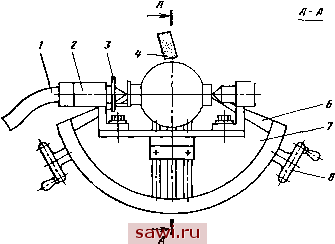 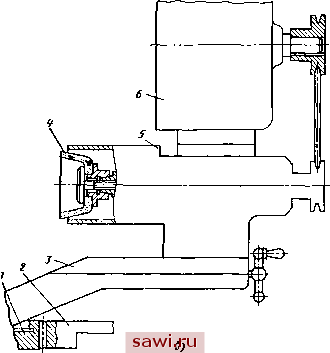 Рис. 66. Приспособления для шлифования сфер на токарном станке сферы и вилка с индикатором для установки заготовки перед шлифованием и настройки приспособления для получения отклонения от круглОсти в пределах допуска. Настройка приспособления для шлифования производится так же, как и при обтачивании сфер. Шлифование вогнутых сфер можно производить также способом, рассмотренным ранее (см. рис. 63). Только в этом случае вместо фрезы используют шлифовальный круг определенного диаметра с закругленной поверхностью. При этом способе нужно тщательно выставить центр заготовки и шлифовального круга по высоте строго в одной плоскости. На рис. 66, б показано универсальное приспособление для шлифования сфер. На кронштейне 3 приспособления вместо резцедержателя установлена шлифовальная головка 5, приводимая во вращение электродвигателем 6. Кронштейн жестко связан с шестерней 1, которая получает вращательное движение от рейки 2. Рейка привинчена к боковой поверхности поперечных салазок токарного станка. При включении поперечной подачи движение от суппорта передается через рейку на шестерню и кронштейн со шлифовальной головкой. Шлифовальный круг 4 вращается и перемещается по окружности вокруг оси сферы. При шлифовании стальных деталей достигается шероховатость поверхности 0,63 ... 0,32 мкм. АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ СФЕР Алмазное выглаживание выпуклых и вогнутых сфер производится на токарных станках с использованием тх же приспособлений, что и для точения. Выглаживание обеспечивает высокое качество поверхностей лишь при малых равномерных подачах 0,02... 0,07 мм/об. Скорость выглаживания мало влияет на качество поверхности. Это одно нз важных достоинств выглаживания по сравнению, например, с чистовым точением сфер. Отличительной особенностью алмазного выглаживания от точения является необходимость перпендикулярного расположения алмазного инструмента к обрабатываемой поверхности. Поэтому наиболее удобными приспособлениями для алмазного выглаживания являются те, которые обеспечивают это условие. К ним относятся приспособления с вращательным движением резца. В приспособление вместо резца устанавливается алмазный инструмент (рис. 67, а). Цилиндрический стержень / инструмента входит в отверстие оправки 4, которая закрепляется в резцедержателе приспособления для обработки сфер. Маслостойкая резина 3 прижимает в рабочем положении алмазный инструмент Установим охранное оборудование. Тел. . Звоните! |