
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 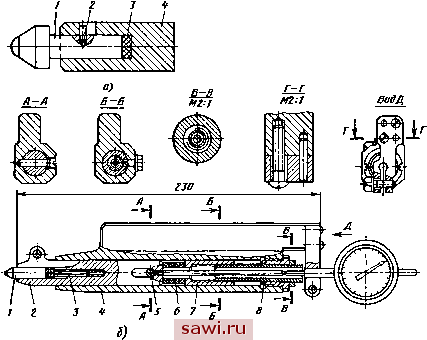 Рис. 67. Алмазный инструмент для выглаживания вогнутых сфер (а) и оправка для алмазного выглаживания выпуклых сфер (б) К обрабатываемой поверхности. В корпусе оправки имеется продольный паз, в котором совершает возвратно-поступательное движение штырь 2, жестко закрепленный на цилиндрическом стержне- Алмазный инструмент с упругой резиной и штырем могут быть смонтированы в отверстии вращающейся части приспособления для обработки вогнутых сфер. Для алмазного выглаживания выпуклых сферических поверхностей можно использовать любые конструкции оправок, одна из которых показана на рис. 67, б. Оправка с алмазным инструментом / состоит из державки 2, упорного винта 3 и корпуса 4. Усилие прижима алмаза к обрабатываемой поверхности контролируется положением стрелки индикатора. Особенностью данной оправки является то, что она допускает выглаживание фасонных поверхностен без копиров. В этом случае заданное усилие прижима алмаза поддерживается вручную при сохранении положения стрелки индикатора. Оправка этой конструкции отличается эластичностью и плавностью радиального перемещения алмаза, так как вместо пружины используются упругие резиновые шайбы. Кроме того, в ней более удобно расположен индикатор для наблюдения силы прижима алмаза к поверхности детали. Он вынесен к торцу оправки, что позволяет легко следить за отклонением стрелки индикатора. При этом устраняется опасность повреждения индикатора хомутиком или кулачками патрона. Настройку на прижим алмаза осуществляют двумя способами. При первом способе вращением винта 8 добиваются, чтобы поршень 7 не сдавливал резиновые шайбы 6, а являлся бы опорой для них. Алмазный наконечник поперечной подачей суппорта подводят к обрабатываемой поверхности. Начало отклонения стрелки индикатора покажет момент касания алмаза поверхности заготовки. При этом нулевое деление шкалы индикатора совмещают со стрелкой. Затем поперечной подачей сжимают резиновые шайбы до тех пор, пока стрелка индикатора не покажет деление, соответствующее требуемой силе прижима алмаза к обрабатываемой поверхности. Шкала индикатора предварительно градуируется на усилие с помощью гирь или динамометра. При выглаживании алмаз с державкой 2 будет совершать перемещение в пределах радиального биения выглаживаемой поверхности. Такая настройка может быть рекомендована для выглаживания поверхностей без канавок и отверстий, особенно когда наблюдается заметное биение заготовки и обработка начинается не с торца. Второй способ настройки заключается в том, что силу прижима алмаза предварительно устанавливают винтом 8, лимб которого имеет градуировку по усилию. В этом случае державка 2 прижата к штифту 5 и может перемещаться с алмазом только от заготовки. Поперечной подачей суппорта алмаз подводят к обрабатываемой поверхности, а стрелка индикатора показывает момент касания. Затем дается дополнительная поперечная подача 0,02... 0,05 мм. При такой настройке алмаз можно вынести за пределы обрабатываемой поверхности и начинать выглаживание с торца. Наличие канавок и отверстий на обрабатываемой поверхности не будет являться препятствием для выглаживания. Алмазное выглаживание производится с применением СОЖ Индустриальное-20 . При исходной шероховатости поверхности 1,25 мкм достигается уменьшение шероховатости до 0,63, а при исходной шероховатости 0,32... 0,16 мкм шероховатость поверхности уменьшается до 0,08 ... 0,04. Для мягких материалов исходная шероховатость 1,25... 40 мкм. При исходной шероховатости 20... 40 мкм можно алмазным выглаживанием получить поверхность с шероховатостью 0,32... 0,16, а при исходной шероховатости 0,63... 0,32 достигается шероховатость до 0,04 мкм. Таким образом, чем меньше шероховатость исходной поверхности, тем лучше эффект от алмазного выглаживания. Припуск под выглаживание обычно не назначается, так как уменьшение диаметра при алмазном выглаживании получается небольшим и, как правило, в пределах допуска на размер. При выглаживании вязких мягких материалов уменьшение диаметра наружной поверхности составляет 10... 15 мкм, а при выглаживании твердых (закаленных) материалов при малой шероховатости исходной поверхности - 1 ... 2 мкм. ПРИСПОСОБЛЕНИЯ И СПОСОБЫ ИЗМЕРЕНИЯ СФЕР Применяют различные способы измерения сфер в зависимости от допуска на круглость сферы. Измерение сфер с большими допусками трудности не представляет и выполняется с помощью шаблонов, радиусомеров и т. п. Довольно просто измеряются также сферы, имеющие несколько диаметрально противоположных точек (см. рис. 49, б, в, и рис. 50, в). По результатам измерения сферы такого вида по осям X Y (см. рис. 64) делается вывод о правильности круглости и размера сферы. Сложнее измерять сферы с малым допуском и не имеющие нескольких диаметрально противоположных точек (см. рис. 49, а, г - 3 и рис. 50, а. б. г - ж). Для измерения и обработки таких сфер изготовляют специальные оправки, на которых закрепляют детали. Каждая такая оправка имеет поверхность, дополняющую сферу заготовки. В целом получается составная сферическая поверхность с диаметрально противоположными точками для измерения. На рис. 68, а показана оправка для обработки сферического кольца, на рис. 68, б, в - для обработки прямых и обратных 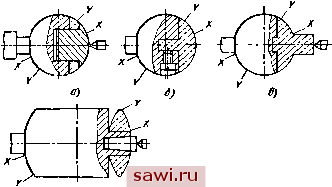 Рис. 68. Оправки Установим охранное оборудование. Тел. . Звоните! |