
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 клапанов. На рис. 68, г показана схема обработки линзы. Перед обработкой на таких оправках совмещают центр приспособления для проточки сферы с центром оправки. Выполняется это с помощью индикатора, устанавливаемого в резцедержатель приспособления. Для измерения выпуклых сфер пользуются индикаторным приспособлением, показанным на рис. 69, а. Оно состоит из двух планок: неподвижной 5 и подвижной 6, соединенных осью /. В центре оси имеется отверстие для установочного щтыря, расположенное перпендикулярно к плоскости планки 5. Планка 5 через боковую планку 5 соединяется с угольником 2, который крепится в резцедержателе токарного станка. По пазам в угольнике планку 5 можно перемещать вверх и вниз и устанавливать таким образом приспособление по высоте центров. В планке 5 имеются отверстия с болтом 4, с помощью которых приспособление устанавливается на индикаторной стойке при измерениях сфер на контрольной плите. В подвижной планке 6 имеется продольный паз, позволяющий крепить стойку 7 с индикатором на различном удалении от центра вращения в зависимости от измеряемого радиуса сферы. Стойка имеет несколько отверстий для ориентировочной установки индикатора по высоте. Перед измерением приспособление настраивается на радиус сферы с помощью мерных плиток, устанавливаемых между установочным щтырем и ножкой индикатора. При установке приспособления необходимо следить за параллельностью планки 5 к горизонтальной оси симметрии 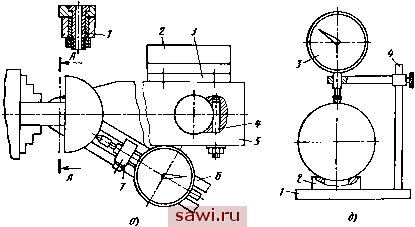 Рис. 69. Индикаторное приспособление для измерения сфер (а) и приспособление для контроля поверхности на отклонение от сферичности (6) детали. Длина планки 5 принимается такой, чтобы можно было осуществить поворот планки 6 не менее чем на 180°. Наиболее точным и практичным способом измерения выпуклых сфер является применение индикатора и использование приспособления для точения сфер. Для этого на установочный центр приспособления надевают диск диаметром, равным диаметру обрабатываемой сферы, по которому настраивают индикатор, вставленный в резцедержатель. Затем, поворачивая резцедержатель, скользя ножкой индикатора по образующей сферы с обеих сторон оси симметрии детали и перемещая приспособление продольно и по высоте, добиваются наименьшего отклонения стрелки индикатора. Для контроля поверхности на отклонение от сферичности применяют приспособление (рис. 69, б), состоящее из основания /, опорного кольца 2, индикатора 3 и стоики 4. Контролируемую деталь устанавливают на опорное кольцо. Подводят ножку индикатора до соприкосновения с поверхностью детали и вращением последней определяют по шкале отклонение сферичности шара. Искусство токарного дела ТОЧЕНИЕ МНОГОГРАННИКОВ На рис. 70. а показаны шары, изготовленные на токарном станке. Внутри этих шаров свободно размещаются детали различной формы - многогранники, шары, крестовины, звездочки и т. д. Из всех многогранников особый интерес представляют правильные многоугольники, представляющие собой фигуру с одинаковыми многогранными углами при вершинах и одинаковыми гранями, имеющими форму правильных многоугольников. Правильным многоугольником называется ограниченная прямыми плоская фигура с равными сторонами и равными внутренними углами. Конечно, таких фигур бесконечное множество, и может показаться, что правильных выпуклых многогранников также много. На самом деле их существует всего пять. На рис. 70, б мы видим: / - тетраэдр (четыре треугольных грани); 2 - куб (шесть квадратных граней); 3 - октаэдр (восемь треугольных граней); 4 - додекаэдр (12 пятиугольных граней) и 5 - икосаэдр (20 треугольных фаней). Грани и вершины правильного многогранника удалены на равном расстоянии от центра фигуры, что используют для  Рис. 70. Шары, вытачиваемые на токарном станке (а), и правильные многогранники (б) составления процессов изготовления таких многогранников на станках. В машиностроении детали, имеющие форму правильного многогранника используют редко. Конструкторы машин и приборов не применяют нх, считая иетехнологичными в изготовлении. Обычно их делают на фрезерных и шлифовальных станках с использованием точных универсальных делительных устройств и сложных приспособлений и инструментов. Работа получается трудоемкой и требует высокой квалификации. Но почему-то никто до сих пор не решался использовать для этой цели токарный станок. Установим охранное оборудование. Тел. . Звоните! |