
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 Однако взглянем на рис. 70, б. Грани многогранников имеют следы токарного резца. Значит, они изготовлены точением. Как правило, на токарном станке обрабатывают заготовки с поверхностями вращения. А тут выточенные тела ограничены плоскостями! Да, как ни странно, их проще изготовлять точением. А чтобы понятно было токарю, мы расскажем, как это делается. Вначале вытачивают шар из любого материала: металла, пластмассы, оргстекла или плотного дерева. Чтобы дерево не расслаивалось, следует точить на максимальной частоте вращения резцами с ножевой заточкой. Вытачивание шара. Предварительно обрабатывают шар по шаблону из цилиндрической заготовки. Шаблон вытачивают на станке, для чего растачивают торец заготовки на требуемый диаметр, отрезают кольцо, разрезают его пополам и получают точный шаблон. После предварительной обточки по шаблону с поперечной и продольной подачами резца обрабатывают шар окончательно путем поворота резца в вертикальной плоскости, проходящей через ось вращения заготовки (рис. 71). Резец закреплен в поворотной державке, установленной в резцедержателе. Державка представляет собой валик 3, проходящий сквозь отверстие квадратного или прямоугольного стержня 4. На одном конце валика закреплен резец 2, на другом - рукоятка в виде маховичка с накаткой. Ось державки располагается перпендикулярно к оси вращения заготовки и находится в горизонтальной плоскости, проходящей через ось заготовки. В валике предусмотрено сквозное отверстие, в которое вставляется шпилька с острием на конце. Острие шпильки подводится к вершине центра пиноли. Резцедержатель устанавливают по центру, для чего подбирают прокладки равной толщины, устанавливаемые с двух противоположных сторон под резцедержатель. С помощью шпильки необходимо установить расстояние вершины резца от оси вращения шпинделя. Оно должно быть равно радиусу шара. Делается это с помощью штангенциркуля или шаблона. Резец при этом закрепляется винтом /. Теперь шпилька вытаскивается, и можно приступать к точению шара.
Рис. 71. Поворотная державка для обтачивания сфер Сначала точится шар по шаблону отрезным резцом. Потом устанавливается державка, и точение продолжается путем поворота резца вокруг оси державки. После каждого поворота резца суппорт приближают к заготовке, и последний поворот резца совершается, когда он дойдет до вертикальной плоскости, проходящей через линию центров. Итак, получился шар, в котором имеется одно отверстие от центра задней бабки, а второе делают керном с противоположной стороны. Разметка поверхности шара на требуемое число граней. Па делительном устройстве в одно отверстие шара вводится центр в виде ерша (рифленый центр), а в другое - гладкий центр. Чертилкой наносят продольные риски по шаровой поверхности после каждого поворота заготовки на соответствующий угол. На рисках циркулем наносят точки, равноудаленные друг от друга (число точек равно числу граней многогранника). Накерненные точки сверлят под центр задней бабки. Разметку шара можно выполнить и без делительного устройства. Для этого керном делают одно углубление в произвольном месте, от которого находят остальные точки с помощью циркуля. Важно только знать расстояние между точками. Циркулем откладывают расстояние от одной точки и наносят вторую точку в произвольном месте. От полученных двух точек циркулем делают риски, и получается третья точка и т. д. Потом эти точки углубляют на 4 ... 5 мм сверлом; они служат базами для установки щара в приспособлении. Центр задней бабки, входя в отверстие шара, будет центрировать его по оси шпинделя. Расстояние между точками для развода ножек циркуля определяют расчетным путем. При точении додекаэдров для нанесения 12 равноудаленных друг от друга точек на поверхности шара диаметром D расстояние между точками е=0,525Ь. Величина q (ро) является теоретической. Практически при разметке приходится наносить точки в виде углублений, в которые ставят ножки циркуля. Таким образом, острия ножек, учитывая углубления, фактически опираются на сферу меньшего тиаметра, чем размечаемый шар. Поэтому развод ножек циркуля меньше примерно на 0,5 мм по сравнению с q. Например, для шара диаметром 46,5 мм расстояния между центровыми точками составляют: тетраэдр - 37,9 мм между вершинами и 26,8 мм от вершин; куб - 32,45 мм; октаэдр - 32,45 мм между вершинами и 21,1 мм от вершин; додекаэдр - 24,4 мм; икосаэдр - 24,4 мм между 12 точками и 14,8 мм между ними (20 точек). При обтачивании шара его диаметр может получиться несколько больше или меньше расчетного. Соответственно надо скорректировать в пределах нескольких десятых долей миллиметра и развод ножек циркуля. Циркулем наносят на поверхности шара точки, затем их накернивают и сверлят на глубину 4 ... 5 мм. Теперь шаровая заготовка готова для точения многогранника. Все это можно проделать, когда Вы задумаете выточить какой-либо неправильный многогранник. Например такой, в котором две противоположные грани будут иметь по шесть ребер, а все остальные 10 граней - по пять ребер. В этом случае важно правильно разметить шар. Пусть заготовка шара имеет диаметр 46,5 мм. Из центрального отверстия шара проводится на сферической поверхности окружность радиусом 25 мм, на которой откладывают отрезки длиною 21,1 мм. На окружности получается шесть равноотстоящих друг от друга точек. Из этих точек делают перекрещивающиеся засечки радиусом 21,1 мм. Точки засечек создадут вершины равносторонних треугольников со сторонами 21,1 мм. Эти вершины располагаются на окружности, проведенной из противоположно размещенного центра шара на расстоянии 25 мм. На этих окружностях радиусами 25 мм расположатся по шесть равноудаленных друг от друга точек со смещением одной окружности относительно другой на 10.55 мм. Как видим шаровая технология позволяет вытачивать самые разнообразные многогранники, а не только правильные. Шар обладает симметрией высшего порядка; как бы мы ни поворачивали его, он во всех положениях имеет одинаковый вид. В каждом правильном многофаннике можно представить три концентрично расположенные сферы; описанную, полувписанную и вписанную. Описанные сферы проходят через все вершины, полувписанные касаются всех ребер, вписанные касаются всех граней. Для крепления шара на станке вытачивают приспособление из цилиндрической заготовки. Приспособление должно быть простым и вместе с тем универсальным. В заготовке / (рис. 72), зажатой кулачками патрона, рассверливают и растачивают два соосных отверстия. Диаметр одного отверстия несколько больше диаметра шара, диаметр второго меньше диаметра шара на 5-7 мм. В торец меньшего отверстия упирается устанавливаемый 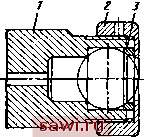 Рис. 72. Приспособление для точеиия деталей типа шар в шаре Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||