
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 шар и зажимается накидной гайкой 2, навинчиваемой на резьбу заготовки. При зажиме ш-ара следует ставить прокладку 3 с внутренними фасками, упирающуюся одним торцом в i ap, а другим - в торец накидной гайки. Если в таком приспособлен: ; потребуется точить заготсгку, размеры которой меньше диаметра отверстия приспособления, то надо применить переходную втулку, наружный диаметр которой соответствует диаметру отверстия приспособления, а внутренний - диаметру заготовки. На торце втулки, упирающемся в торец отверстия приспособления, необходимо предус?лотреть внутренний буртик. Если в этот буртик вставить резиновое кольцо, то заготовка при закреплении упрется в это кольцо. Изготовление деталей внутри шара выполняется при одной установке заготовки и в нескольких позициях. Позицией называется фиксированное положение, занимаемое неизменно закрепленной заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции. Базовая поверхность заготовки и установочная поверхность приспособления при переходе от одной позиции к другой (в отличие от установов) не меняются. Фиксированное положение заготовки на станке относительно инструмента достигается с помощью центра задней бабки и накидной гайки. Центр, вводимый в разметочные отверстия, ориентирует заготовку по оси шпинделя. Для устранения проворачивания заготовки в приспособлении надежность фиксации обеспечивается накидной гайкой с накаткой и отверстиями под затяжную шпильку. Для быстрой и точной установки приспособления на станке следует совместить нанесенные риски на корпусе патрона и приспособления, а также пользоваться одним и тем же отверстием в патроне под ключ. Можно, конечно, в приспособлении предусмотреть конический хвостовик, вставляемый в конусное отверстие шпинделя. Закрепленный шар сверлят торцовыми зубьями пальцевой фрезы на требуемую глубину. Полученное глухое отверстие растачивается с подрезкой торца заготовки (грань многогранника). Так же сверлят отверстия и точат одну грань за другой расточным резцом, имеющим две режущие кромки, расположенные спереди и под углом. Когда все грани обработаны, остается разрезать шар и извлечь правильный многогранник, ни одна грань которого не задета зажимами, в сущности, отсутствующими при этом способе обработки. Возникает вопрос: когда фигуру отрезают, обтачивая последнюю грань, она начнет перемещаться в шаре и может поломать резец. Как тут быть? Надо перед обработкой последней грани заполнить полость шара воском или парафином. Можно закрепить отрезаемый многогранник и с помощью шайб и винтов, проходящих через резьбовые отверстия шайбочек. Если недоре-зать уголки-перемычки, то никакого крепления не потребуется. Затем слабыми ударами молоточка выточенная фигура отделяется от шара. Точение правильных многогранников из шара диаметром 46,5 мм. Токарю рекомендуется начинать изготовление фигур в шаре не из металла, а из плотного дерева. Возможно ли изготовить тетраэдр, имеющий четыре грани, расположенные под острыми углами друг к другу? Такая фигура не поддается обычному креплению, так как выскальзывает из зажимов. Точение тетраэдра более сложно, чем точение любого другого многогранника. Дело в том, что в этой фигуре вершины граней удалены на большее расстояние от центра и резцу приходится проходить больший путь в поперечном направлении при подрезке торцов, а для этого вершина резца должна быть дальше удалена от державки. Точение тетраэдра. Сначала на поверхность шара наносят четыре равноудаленных друг от друга отверстия, которыми достигается центровка шара по оси вращения с помощью центра задней бабки. Затем фрезой (рис. 73) диаметром 12 мм сверлят отверстие на глубину 6 мм. Фреза закрепляется в сверлильном патроне, установленном в пиноли задней бабки, и подводится к заготовке до касания. Лимб задней бабки устанавливается на ноль, и медленным вращением маховичка производится сверление. Глубину сверления определяют штангенциркулем. В этом случае глубина отверстия от ее кромки 15,5 мм. Потом рассверливается отверстие пальцевой фрезой диаметром 20 мм. Штангенциркуль покажет глубину отверстия 15 мм. Полученное отверстие надо растачивать так, чтобы торец заготовки увеличился до размера грани тетраэдра. Черным цветом на рис. 73 обозначен материал, выбираемый резцом. Некоторые токари применяют резцы отрезного типа. Это неправильно, так как такой резец ломается. Лучше брать резец с двумя режущими кромками, сходящимися в вершине. Им многократно углубляются в заготовку на 0,2-0,3 мм в поперечном направлении, начи-Рис. 73. Схема точеиия тетраэдра пая От торца. При ЭТОМ рас- 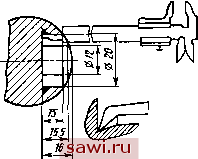 тачивается отверстие при движении резца по оси в сторону выхода отверстия. Итак, с незначительными нагрузками на резец удаляется материал заготовки при периодическом многократном перемещении резца то в поперечном, то в продольном направлении, которое выполняют вручную. Продольные перемещения после поперечного врезания с каждым разом становятся короче, пока не прекратятся. При этом державка резца приблизится почти до касания к кольцевой стенке отверстия заготовки. Резцу задают незначительное врезание в торец заготовки и передней режущей кромкой производят подрезку грани тетраэдра при подаче к оси вращения. Это движение резца к оси лучше производить с малой механической подачей. Когда подрезают последний торец многогранника, резец следует направлять от оси вращения. При этом торец заготовки будет менее ровным, но давление со стороны резца на отрезаемую фигуру уменьшается. При расточке на каждой позиции получается плоская грань многогранника и конусный участок на внутренней сфере шара. Резец может быть из быстрорежущей стали или с пластинкой твердого сплава. Окончательная заточка резца производится мелкозернистым алмазным кругом так, чтобы риски от круга были направлены перпендикулярно к режущей кромке. Устанавливаться резец должен строго по оси вращения заготовки или несколько выше. Часто приходится прибегать к прокладкам под резец, когда он устанавливается в резцедержателе. При этом необходимо знать расстояние по высоте от опоры резца в резцедержателе до оси вращения. Например, если оно 18 мм, то при подборе прокладок надо, чтобы расстояние от вершины резца до нижней прокладки было равно этому размеру, и только после этого устанавливать резец. После точения первой грани тетраэдра станок останавливается. Шар раскрепляется и центром задней бабки ориентируется по оси вращения и фиксируется накидной гайкой. Все описанное при обработке первой грани повторяется и на второй. После точения третьей грани заготовка закрепляется в полости шара оцним из рассмотренных способов и точится четвертая грань. Получили шар, внутри которого закреплен тетраэдр. Крепления (винтики и шайбочки) удаляют, а воск или парафин размягчают подогреванием и затем удаляют. Тетраэдр находится внутри шара. Остается разрезать шар и извлечь тетраэдр. Точение куба. Из пяти правильных многогранников куб изготовить легче всего. После разметки и сверления центровых отверстий можно приступать к точению. Здесь так же, как и при обработке тетраэдра, применяют две пальцевые фрезы диаметром 12 и 20 мм, но глубина отверстия 12 мм. После обработки большей фрезой расстояние от торца отверстия до грани составит 11 мм. Установим охранное оборудование. Тел. . Звоните! |