
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 Растачивание отверстий с подрезкой граней заготовки лучше выполнять двумя резцами. Если это делать одним резцом, то подрезать грань практически не удается. Большим резцом выполняют основную работу, а обработку торца заготовки до оси вращения делают малым резцом. Чтобы не был заметен переход прн обработке от одного резца к другому, рекомендуется подводить резцы не во время вращения, а после остановки шпинделя. Подвести резец до касания к торцу на ощупь рукой при вращении рукоятки каретки суппорта, поставить лимб на нулевое деление, отвести резец, включить станок и выполнять точение. При каждом рабочем ходе подвод резца к торцу осуществлять до нулевого деления лимба. Такой прием удобен, когда вытачивают неметаллические многогранники. Точение на второй позиции надо выполнять на одном из вблизи расположенных отверстий. После обработки второго торца заготовки обратите внимание на образовавшуюся щель двух обточенных граней. Если она мала и меньше длины ребра куба, то придется точение повторить, углубляясь резцом в торец отверстия. Остальные позиции выполняют так же. Крепление отрезаемого куба проще выполнять шайбочками с винтиками. Точение октаэдра. Октаэдр и куб имеют общее свойство: если у одного из них попарно соединить отрезками прямых центры всех граней, имеющих общее ребро, то проведенные отрезки образуют ребра другого многогранника. Центры граней правильного восьмиугольника являются вершинами куба, также и обратно, центры граней куба служат вершинами правильного восьмигранника. Октаэдр размечается так же, как куб: наносят шесть точек, удаленных друг от друга на расстоянии 32,45 мм. Из этих точек засечками циркуля, ножки которого разведены на 21,1 мм, наносят перекрещивающиеся риски. Места пересечения рисок - это точки, отстоящие друг от друга с одной и другой стороны будущей фигуры на расстоянии 26 мм. На рис. 74 показана последовательность изготовления октаэдра. Слева вверху шар с отверстиями после разметки, справа вверху - шар с выточенным октаэдром внутри, справа внизу изображены дополнительные несквозные отверстия на шаре, а внутри шара отрезанный октаэдр, слева внизу - срезана сторона шара и выточенный октаэдр виден полностью. Точение додекаэдра. Вокруг каждого отверстия шара располагается по пять обрабатываемых отверстий, т. е. грани имеют по пять ребер. Отверстия на шаре расположены друг от друга на 24,4 мм. Грани на 12 позициях точить нетрудно. Обработку выполняют двумя пальцевыми фрезами диаметром 12 и 20 мм. Глубина отверстия от его кромки 6 мм. Для надежной подрезки торца заготовки без оставления выступов в центре грани рекомендуется применять резец с наклонной режущей кромкой.   Ряс. 74. Последовательность точения октаэдра Рис. 75. Шар из оргстекла с икосаэдром Точение икосаэдра - многогранника, имеющего 20 граней, представляющих собой равносторонние треугольники. Разметка икосаэдра: на поверхность шара наносят 12 точек, расположенных друг от друга на расстоянии 24,4 мм. От полученных точек откладываются отрезки по 14,8 мм и находят 20 точек, представляющих собой центры граней икосаэдра. В качестве инструмента используют фрезу диаметром 14 мм и резец, имеющий отогнутую рабочую головку с двумя режущими кромками. Сопряжение режущих кромок должно быть по небольшому радиусу, так как заостренная вершина может легко сломаться. Сверление производится на глубину 11 мм. Перед обработкой последней грани производят крепление икосаэдра внутри шара подогретым до размягчения воском или парафином. На рис. 75 показан шар из прозрачного оргстекла с находящимся внутри икосаэдром. Шар имеет 32 сквозных отверстия с перемычками между ними в 2,5 мм. Точение икосаэдра выполнялось при 20 отверстиях в шаре. При сверлении дополнительных 12 отверстий шар зажимался в приспособлении с применением резиновых опор. Точение неправильного многогранника, две грани которого шестиугольные, а остальные десять пятиугольные. Разметку шара мы рассмотрели ранее. Расположение отверстий шара - вокруг двух противопопожно находящихся отверстий по шесть отверстий Чтобы ребра каждой грани получились равными, необходимо точно рассчитать глубину сверления отверстий. Сверление выполняют пальцевой фрезой диаметром 14 мм. Два противоположных отверстия сверлят на глубину 8,5 мм, а другие отверстия - на 6,5 мм. ИЗДЕЛИЯ ТИПА ШАР В ШАРЕх Рассмотрим изготовление изделий, внутри которых несколько деталей. Чтобы не сломать резец (сечение у вершины в некоторых случаях не превышает 1 мм) надо: подобрать скорость резания и подачу, заточить резец и установить его несколько выше оси заготовки и т. д. Изделия шар в шаре привлекают к себе внимание загадочностью изготовления. Особенно сложны шары с многогранниками, крестовинами, звездочками, шариками и другими фигурками внутри. Выпасть из отверстий шара фигурки не могут, так как их размеры больше диаметров отверстий. Невольно возникает вопрос: как фигурки попали в шар? Оказывается, каждая фигурка изготовлялась там, где она находится. Изготовление изделий шар в шаре начнем с более простых конструкций. Рассмотрим изделия, внутри которых находятся по две детали. Прежде чем обрабатывать шар в шаре необходимо рассчитать и вычертить на бумаге задуманные фигуры. Чтобы облегчить эту работу, покажем форму и размеры поверхностей, вытачиваемых при изготовлении тех или других фигур. Эскизы будут относиться только к шарам диаметром 46,5 мм. Ранее было рассмотрено изготовление правильных многогранников, когда один из них размещался в шаре. Можно изготовить и по два многогранника в шаре, когда один из них свободно перемещается в другом. Обычно делают додекаэдр в додекаэдре или куб в кубе, а тетраэдр в тетраэдре, октаэдр в октаэдре или икосаэдр в икосаэдре точить значительно труднее. На рис. 76 показана схема на одной из шести позиций точения двух кубиков в металлическом или деревянном шаре. Применяют две пальцевые фрезы диаметром 12 и 16 мм и два резца с отогнутыми головками. Удобнее сначала просверлить отверстие большей фрезой на глубину 13 мм, а потом второй фрезой на глубину 4 мм. Для контроля можно штангенциркулем проверить размер 12 мм и суммарный 16 мм. Точение граней кубов и боковых конусов отверстий можно начинать большим или меньшим резцом. Больший резец не войдет в отверстие диаметром 12 мм, а если и войдет, то не сможет подрезать до конца грань меньшего куба. Поэтому приходится применять два резца. После точения на первой позиции на второй повторяют то же самое. Необходимо обратить внимание на доста-Рис. 76. Схема точения ТОЧНОСТЬ ДЛИН образовавшихся первых двух кубиков ребер в получившихся просветах. Если 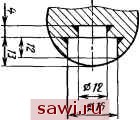 Установим охранное оборудование. Тел. . Звоните! |