
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 есть погрешности в расчетах, то щели могут не прорезаться. Если заведомо взяли завышенные диаметры фрез, то выточенные кубы могут и выпасть из шара. Точение выполняют при частоте вращения шпинделя 800 ... 1000 об/мин и ручной подаче фрез и резцов. Зачищать шлифовальной шкуркой наружную поверхность щара не рекомендуется. Дело в том, что для красоты поверхность шара подвергают отделке резчиками по дереву (см. рис. 70). При обтачивании шара может оказаться, что после последнего кругового рабочего хода резца диаметр шара надо несколько уменьшить, так как шар в этом случае не входит в отверстие приспособления. Для уменьшения размера шара и удаления следов резца лучше применять напильник, а не шкурку. Для уменьшения диаметра шара можно прибегать и к такому приему: слегка ослабить один зажимной винт резцедержателя и подтянуть второй. При этом державка несколько наклонится и при повторном круговом перемещении резца размер шара уменьшится. Крепление вытачиваемых фигур производят вышерассмотрен-ными способами. Аналогичным образом изготовляют шары с додекаэдром в додекаэдре. До сих пор рассматривалось точение единичных многогранников с помощью шаровой технологии и точение двух многогранников внутри одного шара, когда один многогранник располагался внутри другого. Технология усложняется, когда получают какой-либо многогранник в шаре, а внутри многогранника свободно перемещается фигура, не похожая на многогранник (например, внутри куба не кубик, а крестовина). Крестовина вытачивается пластинчатыми резцами. Задачу можно упростить, если вместо этих нежестких резцов применить трубчатое сверло с режущими выступами на торце. На рис. 77, а показана схема точения крестовины. Пальцевой фрезой диаметром 16 мм сверлится отверстие на глубину 13,5 мм (от момента касания фрезы поверхности вращающегося шара). Дно отверстия-это торец куба. Фрезой диаметром 8 мм дно отверстия углубляют у центра на 1 мм. Так получают торец крестовины. Таким образом, расстояния между торцами куба будут больше расстояний между торцами крестовины на 2 мм. Трубчатым сверлом диаметром 10 мм делается кольцевая расточка на глубину 6 мм. Трубчатое сверло нагревается в работе, и его необходимо периодически вынимать из отверстия для удаления стружки. После работы с пальцевой фрезой резцом Удаляют участки, окрашенные черным цветом. Работа повторяется на всех других позициях и в конце получается шар с двумя фигурами - кубом и крестовиной. Это изделие легче изготовлять из плотного дерева, чем из металла.  Рве. 77. Схемы точеиия крестовины и кубика внутри шара (а) и звездочки и додекаэдра внутри шара (б) Рассмотрим точение двух фигур в шаре - додекаэдра и звездочки внутри. На рис. 77, б показан эскиз для выполнения ОДНОЙ из 12 позиций изготовления изделия. Фрезой диаметром 16 мм выполняется сверление на глубину 8,5 мм (показание штангенциркуля 8 мм). Дно отверстия является одной из граней додекаэдра. Затем поворачивают каретку суппорта вокруг вертикальной оси на 28 . Резцом малой высоты (около 3 мм) с увеличенным задним углом (до 34°) при ширине головки до 2,5 мм растачивают конус (шип). Этот переход выполняют осторожно, чтобы не поломать резец, совершая несколько рабочих ходов, пока не будет достигнута глубина 6,5 мм. Резец рекомендуется поставить немного выше линии центров. Уголки режущих кромок следует закруглить. Глубина конуса 6,5 мм достигается движением резца с отсчетом делений лимба суппорта. Суппорт возвращают в исходное положение, и вторым резцом с отогнутой головкой растачивается отверстие с подрезкой грани. Так выполняется одна из позиций, все другие аналогичны. В результате в полости шара получается додекаэдр, внутри которого качается 12-конечная звезда. В 1СХНОЛОГИИ изготовления такого изделия можно применить вариант, в котором последний 12-й шип звездочки не точится и оставляется цельной (нетронутой) грань додекаэдра. Отделившаяся от шара фигура будет представлять собой своеобразный цветок с И выступами (шипами), стоящий на плоском основании - грани додекаэдра. Такое изделие выглядит красиво, когда в шаре высверливается несколько дополнительных отверстий для обозрения внутренних фигур. Рассмотрим изготовление изделий, у которых второй деталью будет не просто звездочка, а додекаэдр с коническими шипами на торцах. Точение шипов не потребует поворота суппорта на 28° и применения непрочного резца. Шипы будут вытачиваться стержневым инструментом, имеющим обратный конус, образованный с торца режущими кромками. Такой стержневой инструмент можно получить заточкой двухперой пальцевой фрезы. На рис. 78 показаны схемы выполнения переходов обработки на одной из 12 позиций. Сверлом или двухперой пальцевой фрезой диаметром 10 мм сверлят отверстие в шаре на глубину 8 мм (от момента касания инструмента поверхности вращающегося щара). Пальцевой фрезой диаметром 12 мм, имеющей обратный конус между режущими кромками, отверстие углубляется до 12,5 мм. Обычной пальцевой трехперой фрезой диаметром 16 мм с центровым отверстием с торца рассверливается отверстие шара до тех пор, пока конус не войдет в центровое отверстие фрезы. Этот упор ограничивает осевое перемещение обычной фрезы. Фреза не только увеличивает диаметр отверстия, но и подрезает торцовыми зубьями плоскую часть торца меньшего додекаэдра. Поверхность выступающего шипа трением об отверстие фрезы может получить задиры, фрезой диаметром 12 мм с обратным режущим конусом зачищают поверхность шипа. Пальцевой четырехперой фрезой диаметром 19 мм отверстие растачивают на глубину 5,5 мм от торца. Осевые размеры отверстия контролируют штангенциркулем. Резцом с отогнутой головкой срезают материал со стороны торца малого додекаэдра и подрезают задний торец большого 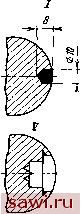 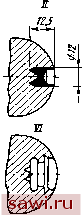 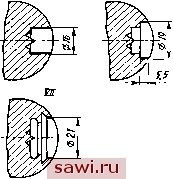 Рис. 78. Схема точения додекаэдра с коническими шипами на торцах: I...VII - переходы Установим охранное оборудование. Тел. . Звоните! |