
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 додекаэдра. Этим же резцом растачивают отверстие под конус и подрезают передний торец большого додекаэдра. Ширина цилиндрического пояска у края отверстия составляет 2 мм. Мелкой шкуркой зачищают обточенные поверхности при вращении шпинделя. Когда будут выполнены все 12 позиций, то для красоты отверстия шара можно подвергнуть дополнительному рассверливанию фрезой диаметром 21 мм. Центровку шара в приспособлении следует производить обратным центром или центром со срезанной вершиной. Чтобы не испортить додекаэдры, находящиеся в шаре, их следует отжимать ватой от рассверливаемого отверстия. После рассверливания производят зачистку мелкой шкуркой. Зачистку наружной поверхности шара от следов резца и полировку производят перед этим дополнительным рассверливанием. На рис. 79 слева вверху - гладкий шар, справа вверху - размеченный шар с центровыми отверстиями, справа внизу- вид изделия до выполнения 12-й позиции (до отрезки додекаэдров), слева внизу - готовое изделие (из отверстия шара просвечивают большой додекаэдр и малый с шипами на торцах). Из трех фигур полученного изделия наибольшей красотой отличается малый додекаэдр с шипами на торцах. Основанием для шипов служат не грани додекаэдра, а кольцевые углубления, оставшиеся после фрезы с обратным конусом. Грани додекаэдров не имеют винтовых полос от резца. Их резец не касался, они образованы торцовыми лезвиями фрезы и не имеют неровностей. А что если попробовать удалить большой додекаэдр из шара? Тогда останется один малый додекаэдр; он не настолько мал, чтобы выпасть из отверстия шара. Это можно сделать с помощью пилок и плоскогубцев: разрезается большой додекаэдр на части и отдельными кусками извлекается из отверстий шара. Получается интересное изделие, наводящее на размышление: как это можно было изготовить? Но и это изделие можно усложнить. В шаре предварительно просверливают сквозное отверстие диаметром 2,5 мм, и это отверстие будет соединять две вершины противоположных шипов. Получается игральный шарик, так как при встряхивании три шипа всегда высовываются в одно из его отверстий. В рассмотренном изделии каждая грань додекаэдра с шипами представляет собой пяти-Рис. 79. Последовательность точения угольник. Можно ЛИ ИЗГОТОВИТЬ двух додекаэдров такое изделие, в котором одни  грани с шипами являются треугольниками, другие в том же изделии четырехугольниками? Да, можно. На рис. 80, а видим четырехугольные и треугольные грани со срезанными вершинами. При больших размерах фигуры вершины треугольников не срезаются. Есть еще одна загадка в деле изготовления изделий шар в шаре . Надо сделать в шаре додекаэдр и внутри додекаэдра выточить круглый шарик. Все это из одного куска заготовки. Причем одна из граней додекаэдра не будет иметь отверстия. Выполняется эта работа по рассмотренной ранее технологии изготовления додекаэдра в додекаэдре. Вытачивание круглого шарика сопряжено с трудностями по сравнению с вытачиванием более доступных в обработке многогранников, тем более что в данном случае одно из 12 отверстий додекаэдра отсутствует. Грань без отверстия закрывает, таким образом, доступ к шарику. Вспомним, как точились шипы додекаэдра пальцевой фрезой. Фреза имела обратный режущий конус, образованный режущими кромками. В данном случае двухперая пальцевая фреза затачивалась не на обратный режущий конус, а на сферу. По сфере расположенные режущие кромки формировали шарик. Дополнительно шарик обрабатывался при его вращении вокруг оси просверленного сквозного отверстия. Перейдем теперь к рассмотрению технологии изготовления трех фигур внутри шара. Вокруг каждого отверстия расположено по пять отверстий. Следовательно, имеем дело с изделием, внутри которого выточены додекаэдры с пятью углами на гранях. Изготовлять изделия шар в шаре при трех и более фигурах внутри шара из дерева не следует, так как оно дает трещины на стенках малых фигур. На рис. 80, б показана схема обрабатываемых поверхностей на одной из позиций с применением трех пальцевых фрез и резцов  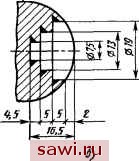 Рис. 80. Додекаэдр с шипами внутри шара (а) и схема точения трех додекаэдров (б) с отогнутой головкой. Сначала сверлят отверстие фрезой диаметром 7,5 мм на глубину 16.Е г.1м (отсчет от момента касания фрезь] поверхности вращающегосп шара), затем фрезой 19 мм на глубину 5 мм от торца и фрезой 13 мм на глубину 5 мм. Осевые размеры проверяют штангенциркзлем. Если возникнет необходимость углубить тот или другой торец (грань), то это делается дспслнительно фрезой соответствующего диаметра. После растачивают боковые углубления и подрезают торцы резцами с отогнутыми голосками. Дальнейшая обработка аналогична изготовлению ракее рассмотренных додекаэдров. Работа упрощается, если изготовить комбинированный инструмент вместо трех пальцевых фрез. Такой инструмент затачивается из обычного винтового (спирального) сверла диаметром 19 мм. Для облегчения работы комбинированного сверла можно предварительно выбрать материал, просверлив отверстие двухпе-рой пальцевой фрезой диаметре?.! 10 мм на глубину 10 мм. Красиво выглядит фторопластовый шар, в котором выточено три 1суба, свободно расположенных один в другом. Вытачивание кубсБ более сложная задача, нежели вытачивание додекаэдров, так как число доступных для инструмента отверстий в шаре в 2 раза меньше (шесть отверстий вместо двенадцати). Это требует радиального перемещения резца иа большую величину, чем при точении додекаэдра. На рис. 81, а показана схема, на которой сверление отверстий выполняется одним комбинированным (многолезвийным) сверлом за один рабочий .ход. В отличие от схемы обработки додекаэдров в схеме для кубов отверстие диаметром 19 мм углублено от кромки шара не на 5, а на 9 мм. Таким образом, грань большего по размерам куба отодвинули от поверхности шара дополнительно на 4 мм. Сделано это для того, чтобы выточенный куб мог быть отрезанным от шара. Это первое соображение, второе - точение грани большего куба необходимо производить резцом со значительно большей частью отогнутой рабочей головкой. Грань малого куба вытачивают резцом /, грань второго (среднего) куба - резцом 2, грань большого куба - резцами 2 и 3. Стружка мешает токарю видеть обрабатываемые поверхности. Здесь крючки как обычное орудие для удаления стружки не годятся. Стружка мелкая и легко удаляется струей воздуха. Для выдувания стружки используют сжатый воздух. Шланг со сжатым воздухом для удаления стружки применять не следует. При работе сильный свет не применяют. Лампочку надо наклонить так, чтобы свет направлялся в обрабатываемое отверстие и не попадал в глаза. При изготовлении изделий из фторопласта и капролона при быстром вращении шпинделя грани фигур сливаются Приходится останавливать станок, подводить осторожно резец к обрабатываемой поверхности (грани) и, Установим охранное оборудование. Тел. . Звоните! |