
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 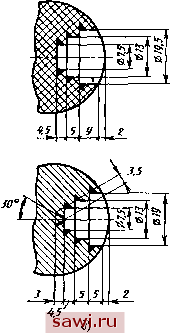 Рис. 8]. Схемы точения трех кубов (а) и трех додекаэдров и звездочки внутри шара диаметром 46,5 мм (б) поставив лимб на нулевое деление, точить на ощупь - по лимбовым делениям. Точение изделий шар в шаре надо производить только острыми резцами, особенно при обработке фторопласта, капролона и дерева. Режется фторопласт легко, без усилий, но образует нитевидные заусенцы. Фторопласт мягкий материал и требует бережного отношения. Если толщина стенки шара мала, то прн креплении он деформируется, чего нельзя допускать. Поэтому после обработки четырех отверстий два смежных обрабатывать нельзя. Полость шара надо заполнить парафином или воском. При этом приобретается твердость, и можно точить остальные два отверстия. По окончании обработки парафин размягчают и удаляют. На рис. 81, б показана схема изготовления четырех фигур внутри шара. После разметки шара образуется 12 отверстий. Здесь используется комбинированное сверло, которое углубляется на 16.5 мм. Штангенциркулем проверяют размер 14,5 мм или 5 мм от кромки отверстия. В торце малого додекаэдра проглядывает конический шип внутренней звездочки. Точение звездочки требует применения резца с малым поперечным сечением, который работает после поворота суппорта на угол 30°. Можно изготовлять изделия со звездочкой из различных материалов, кроме дерева. Алюминиевые сплавы и бронза требуют большой осторожности в работе, чтобы избежать поломки расточного резца. Менее хрупким является резец из стали, чем из твердого сплава. Стальные резцы в отличие от цельных твердосплавных являются упрутодеформиру-ющимися. Неравномерность ручной подачи приводит к изменению толщины срезаемого слоя (стружки), и при росте динамической нагрузки резец прогибается. Установленный резец выше оси вращения детали, опускаясь вниз, автоматически уменьшает толщину среза, а следовательно, и силу резания. При такой обработке стальной резец имеет предпочтение. -Легко обрабатываются оргстекло, фторопласт, капролон и др. Вытачивание звездочки при перемещении резца на глубину 3,5 мм представляет собой дополнительный переход. Все другие переходы рабочих позиций изготовляемого изделия рассмотрены ранее. Если требуется изготовить шар в шаре с четырьмя фигурами внутри шара диаметром не 46,5 мм, а, например, 54 мм, то придется изменить и размеры отверстий на позициях обработки. В этом случае рекомендуется следующая схема обработки отверстий (рис. 82, а). Сверление отверстий при отсутствии комбинированного сверла выполняют тремя двухперы-ми пальцевыми фрезами. Сначала производят сверление пальцевой фрезой диаметром 14 мм на глубину 15 мм (от начала касания фрезы поверхности вращающейся заготовки), затем фрезой 8 мм на глубину 5 мм и фрезой диаметром 20 мм на глубину 7,8 мм. Точение звездочки производится пластинчатым резцом типа отрезного при расположении каретки суппорта под углом 30°. Дальнейшая технология изготовления аналогична ранее рассмот- 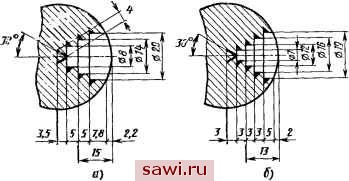 Рис. 82. Схемы точения трех додекаэдров и звездочки внутри шара диаметром 54 мм (а) и четырех додекаэдров и звездочки (б) ренным. Разметка шара диаметром 54 мм на 12 позиций производится циркулем с разводом ножек на 28,35 мм. Рассмотрим точение изделий шар в шаре с пятью деталями внутри при диаметре шара 46,5 мм. На рис. 82, б показана схема расположения обрабатываемых поверхностей на одной из 12 позиций. Применяют четыре пальцевые фрезы и резцы для точения конуса звездочки и граней додекаэдров с подрезкой поперечных углублений. Сначала производят сверление отверстия пальцевой фрезой диаметром 12 мм на глубину 13 мм, затем фрезой диаметром 7 мм на глубину 3 мм, фрезой диаметром 19 мм на глубину 5 мм и фрезой диаметром 16 мм на глубину 3 мм. Если изделие с пятью деталями внутри вытачивают из металла, а не из капролона, фторопласта или другого непрочного материала, то вместо пальцевой фрезы диаметром 19 мм следует взять пальцевую фрезу диаметром 20 мм. При этом перемычки между отверстиями шара уменьшатся. На рис. 83, а показана схема изготовления изделия шар в шаре с шестью фигурами внутри. Заготовка из алюминиевого сплава АК8 диаметром 46,5 мм. Применяется пять пальцевых фрез и резцы. Сначала производят сверление пальцевой фрезой диаметром 10 мм на глубину 15 мм, затем фрезами диаметром 6 мм на глубину 3 мм, фрезой 20 мм на глубину 5 мм, фрезой 17 мм на глубину 2,5 мм и фрезой 14 мм на глубину 2,5 мм. После сверления отверстий пальцевыми фрезами необходимо проконтролировать каждый раз штангециркулем все осевые размеры. Малейшие отклонения размеров следует устранять досверливанием соответствующими пальцевыми фрезами. Резец для точения конуса звездочки имеет большой вылет и малое поперечное сечение и очень непрочен. С ним надо работать осторожно. Ручная подача должна совершаться плавно, без большого усилия. Если чувствуется по звуку и усилию подачи притупление резца, то надо прекратить работу и заменить резец. Звездочку (деталь в центре шара) можно не точить и вместо нее предусмотреть шестой додекаэдр в центре шара, просверлив для этой цели дополнительно отверстие пальцевой фрезой диаметром 3,5 мм на глубину 3 мм. Точение торцов также требует большого внимания. Резцы с отогнутой головкой должны обеспечить осевые малые размеры 2,5 мм без излишнего поперечного углубления. Иначе будут срезаны стенки вытачиваемых додекаэдров. Стенки шара и вытачиваемых додекаэдров настолько тонки, что при прикосновении пальцами с малым усилием они упруго деформируются, особенно если материал капролон или фторопласт. При изготовлении таких изделий приходится прибегать к заполнению полости парафином по окончании работы на каждой позиции. Таким образом достигается повышение Установим охранное оборудование. Тел. . Звоните! |