
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 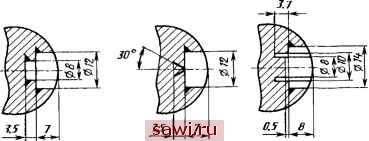 Рис. 85. Схемы точения внутри цилиндроида двух кубиков (а), кубика со звездочкой (б) и крестовины и кубика внутри цилиндроида (в) пальцевой фрезой диаметром 8 мм на глубину 3,5 мм. При точении звездочек применяют расточной резец, работающий после поворота суппорта вокруг вертикальной оси на 30°. Дальнейший ход обработки рассмотрен ранее. Рассмотрим изготовление цилиндроида диаметром 32 мм с кубом и крестовиной внутри него. На рис. 85, в показана схема расположения обрабатываемых поверхностей с необходимыми размерами на одной из шести рабочих позиций. Разметка четырех отверстий цилиндра производится циркулем с расстоянием между ножками 22,6 мм. В качестве инструмента используют две пальцевые фрезы диаметрами 8 и 14 мм, трубчатое сверло диаметром 10 мм и резцы. Пальцевая фреза диаметром 14 мм углубляется на 8 мм, фреза диаметром 8 мм - на 0,5 мм и трубчатое сверло - на 3,7 мм. Трубчатое сверло легко работает при изготовлении изделий из дерева, оргстекла, винипласта, фторопласта и др. Поэтому, когда нужно получить внутри изделий крестовину, лучше металл в качестве заготовки не брать. Технология обработки изделий из цилиндроидов аналогична с изготовлением изделий из шара. Если взять не цилиндроид, а обыкновенный цилиндр, то можно ли в цилиндре выточить кубики, крестовины и т. д.? Можно. И даже не потребуется для этого особого приспособления для крепления заготовки. Обработку можно производить в том же приспособлении, в котором изготовлялись изделия из шара и цилиндроида. Для этого обтачивают цилиндр длиной 33,6 мм и диаметром 32 мм. Размечают его, как и при изготовлении цилиндроидов, на четыре отверстия по окружности. Два других отверстия расположены по центру торцов. Полученный цилиндр вставляют в отверстие приспособления диаметром 46.5 мм и ориентируют его в приспогаблении по оси шпинделя центром задней бабки, зажимают накидной гайкой и выполняют одну операцию за другой. При выполнении обработки со стороны торцов цилиндр устанавливают в переходной втулке с диаметром отверстия 32 мм. Надо иметь в виду, что торцы удалены от центра изготовляемого куба по сравнению с расстоянием центра от цилиндрической поверхности на 1 мм. Следовательно, на эту величину должны быть увеличены рабочие перемещения пальцевых фрез. На рис. 86, а показаны эскизы с размерами для изготовления двух кубиков внутри бронзового цилиндра диаметром 32 мм и длиной 33,6 мм. Изготовление кубиков производят пальцевыми 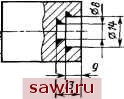 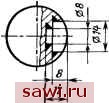 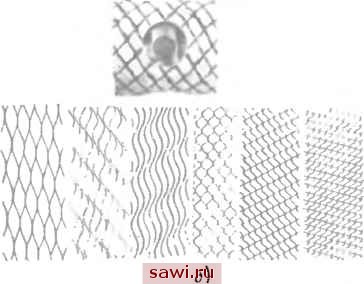 Рнс. 86. Схема точения двух кубиков внутри цилиндра (а) н цилиндр с крестовиной внутри н узором на цилиндрической поверхности, образованным внброточением (б) фрезами диаметром 8 и 14 мм и двумя резцами с отогнутыми головками. Сначала выполняют сверление отверстия пальцевой фрезой диаметром 8 мм, а затем пальцевой фрезой 14 мм. Малым резцом протачивают конус у торца малого куба, а резцом с большей отогнутой головкой - конус у торца большего куба. Обрабатываются четыре отверстия, расположенные по окружности цилиндра, а затем торцовые, как показано выше. Цилиндрические изделия красивы, когда на их поверхности имеется какой-либо узор. На рис. 86, б показана фотография цилиндрического изделия с крестовиной внутри. Узор на цилиндрической поверхности образован виброточением колеблющимся резцом при большой продольной подаче и малой частоте вращения шпинделя. Изменяя соотношение частоты вращения шпинделя, амплитуды и частоты колебаний инструмента, а также величины подачи, можно получать разнообразные узоры. В качестве инструмента может служить резец или алмазный наконечник. Узор в виде изгибающейся канавки на детали делают до точения внутренних деталей. Детали, обработанные вибровыглаживанием, меньше изнашиваются. Для вибрационной обработки надо иметь приспособление, устанавливаемое в резцедержателе токарного станка. На рис. 87 показано такое приспособление, разработанное автором. Его особенностью является то, что вибрирующий элемент - эксцентрик - установлен своими цапфами на двух опорах шарикоподшипников и приводится во вращение электродвигателем через резиновую муфту. В распространенных же приспособлениях для такой обработки эксцентрик монтируется на оси валика электродвигателя, что приводит к нарушению нормального режима работы последнего. Заготовка / обрабатывается выглаживателем 2, установленным в отверстии головки 3. Усилие выглаживания регулируется натяжением градуированной пружины 4 при вращении винта 5. В бронзовых опорах б и 7 гильзы 8 перемещается в осевом направлении пиноль 9. С помощью шарнира W, бронзового переходника , тяги 12 и втулки 13 пиноль связана с эксцентриком 14. Монтаж эксцентрика на шарикоподшипниках осуществлен в разъемном литом корпусе, состоящем из двух половин. Резиновая муфта 15 передает крутящий момент от электродвигателя на эксцентрик. В резцедержателе установлен переходник в виде кольца 16, приваренного к державке 17. Приспособление можно использовать для обработки не только наружных, но и внутренних поверхностей. При вибрационном выглаживании отверстий в пиноль ввертывается вместо головки 3 стержень с выглаживателем. На токарном станке вытачивают различные изделия, не обязательно круглые. Например, можно выточить кубики без Установим охранное оборудование. Тел. . Звоните! |